






The packaging and corrugated cardboard industries need to work harder to meet growing industry demand. The significant rise in e-commerce and meal delivery services is forcing players to rethink the way they work. An interview with Leslie Pickering, consultant and co-owner of Quadrant5, details the work method and process improvements required to increase the productivity of manufacturers in the paper and cardboard industry.
Leslie’s approach focuses on the benefits of lean manufacturing. He presents some main wastes in manufacturing, 12 lean successes following the implementation of the proposed system, the paradigm related to resistance to change, as well as the handling system fostering employee creativity.

-The 5 trends changing the industry
-Why go to such an effort to become Lean?
-The 12 achievements of a lean factory after a great a lean journey
-Change resistance is inevitable
-Material handling system part of a lean manufacturing journey

Leslie A. Pickering is the co-owner of Quadrant5, a consulting firm located in San Francisco, specialized in Lean transformation. Leslie brings over 40 years of experience in international process improvement, manufacturing and operations. He is a recognized Toyota Production System (TPS) specialist who has implemented successful transformation methodologies within the packaging, beverages, large warehousing, plastics and automotive industries.
Providing an overview of the corrugated and packaging industry, Leslie eloquently states, “Amazon and the Internet sales are changing the market. We are making more boxes than ever, and it has to be done quickly! The Internet brought a new time constraint.”
In 2016, corrugated industry shipments rose by 2.1%. Furthermore, according to Simether Pira’s report, e-commerce will help the sector grow around 3.7% annually and is expected to reach 300 billion in 2023. There are 5 prevailing trends in the corrugated packaging market:
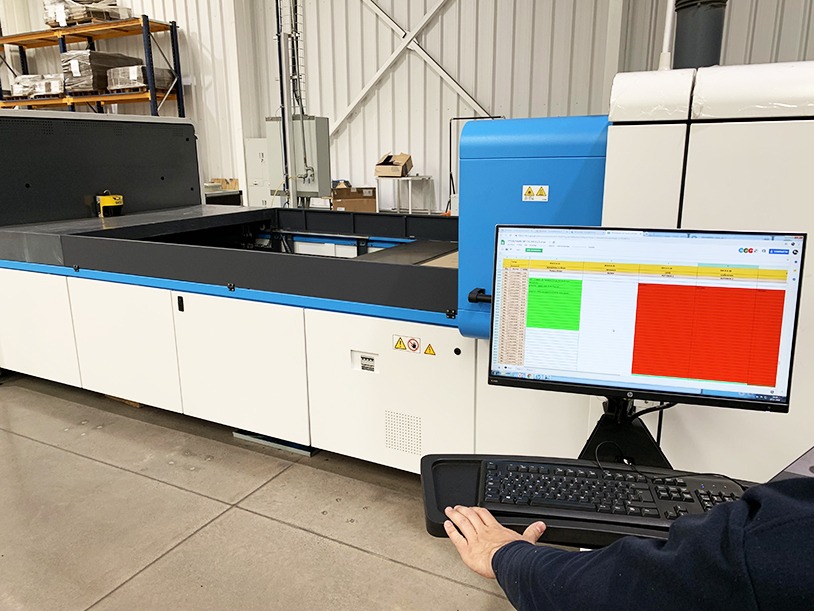 Photo: Operators now have their schedule on the main console HP 17000, eliminating the need for a paper scheduling system. By keeping the digital environment up to date, more corrugators can manufacture packaging with no tooling.
Photo: Operators now have their schedule on the main console HP 17000, eliminating the need for a paper scheduling system. By keeping the digital environment up to date, more corrugators can manufacture packaging with no tooling.
There are 2,000 businesses currently active within the corrugated box industry in the USA, which employs over 141,000 people. The four largest manufacturers have 33.1% share of the industry, led by WestRock. Even if the corrugated box industry has been consolidating itself since 2016, from 690 plants to 465 corrugator plants, according to Fibre Box Association, Leslie Pickering is expecting more and more consolidation over the next five years within the market.
I’m expecting more and more consolidation over the next years.Leslie Pickering – Co-owner of Quadrant5

According to Mr. Pickering, the market will change even more the potential with the arrival of a major player from Europe, BS Smith. “They come with best practices and will force the industry to get better” DS Smith is among the top six vendors in Europe with Georgia-Pacific, International Paper, Mondi, Smurfit Kappa and WestRock.
DS Smith has already moved into the US market in 2017 by buying 80% of Interstate Resources and its 24 production sites. He continues, “Corrugators will have to improve their operations with DS Smith in the way. They buy paper well, they manufacture very well and they have a new layout and new technologies.”
I also visited 2 DS Smith plants in UK and I can confirmed that they are very efficient.Pierre Audet – President at Proden – A flat and rotary die maker based in Montreal, Toronto and Mexico.

Toyota Production System (TPS) introduced lean manufacturing principles in America, and it has widely spread among automakers since the 90s—and now its suppliers. Leslie, who has been working with multiples industries, but mainly corrugators, maintains that the packaging and the corrugated industry is a decade behind other sectors such as the automotive.
Corrugators spend millions to acquire machines but tend to minimize the impact of handling equipment, training and layout. These elements have a significant effect on the machines’ productivity! Many manufacturers in the industry are focused on making boxes—not on the processes of making boxes. This is the difference between an industrial environment and a visual environment. With the right processes and with people who are committed to them, quality is automatic.
The focus is too much on making boxes, and not enough on the processes of making boxes.
There are various reasons why companies begin Lean integration:
Well-run businesses that are good at manufacturing and have satisfactory sales might have margins ranging between 8.5 to 11%, and they still think that they are leaving 3% to 4% on the table. They need to improve processes and in general, efficiency to get the extra percentage points. People are focused on making boxes, but not enough on the processes, and that is the transition they must undertake. Other corrugators are very good at sales, have a great sales team but are not as strong on the production floor; they need to work on this to improve margins.
Color Resolutions International, which provides ink to various packaging manufacturers, began its lean journey in 2002. The company’s president and CEO, George Sickinger, explains, “We were embarking on building a new facility and wanted to incorporate lean manufacturing into the new facility. We had an ideal opportunity to implement the process from building design through the manufacturing process; it was the right thing to invest in.”
Leslie and his team usually start with an audit that will reveal where improvements are needed. Once the lean journey begins, a kickoff meeting chaired by the president is crucial to communicate why the mission is so important. All companies that went through such a transformation will tell you that the project owner and upper management must embrace the project to make it successful.
InteliCoat Technologies, a supplier of coated paper, film and speciality substrates for imaging technologies, integrated lean manufacturing in November 2007. A grant of nearly $400,000 provided by the state of Massachusetts helped fund the integration. Its past president, Meyer Weiss, explains, “Our CEO has led this effort, without leadership at the top, the benefits of Lean cannot be fully realized.”
When determining the area in which to implement lean manufacturing, in all cases, it should always start with an island of excellence. You could, for instance, focus your efforts on the machine, which requires the most significant investment or which has the most visibility because everyone is walking by it.
A pilot plant implementation is usually carried out in companies with multiple plants. Once the implementation is finished in the first location, it can begin in the other plants where team members from the continuous improvement committee can train employees in the other plants.
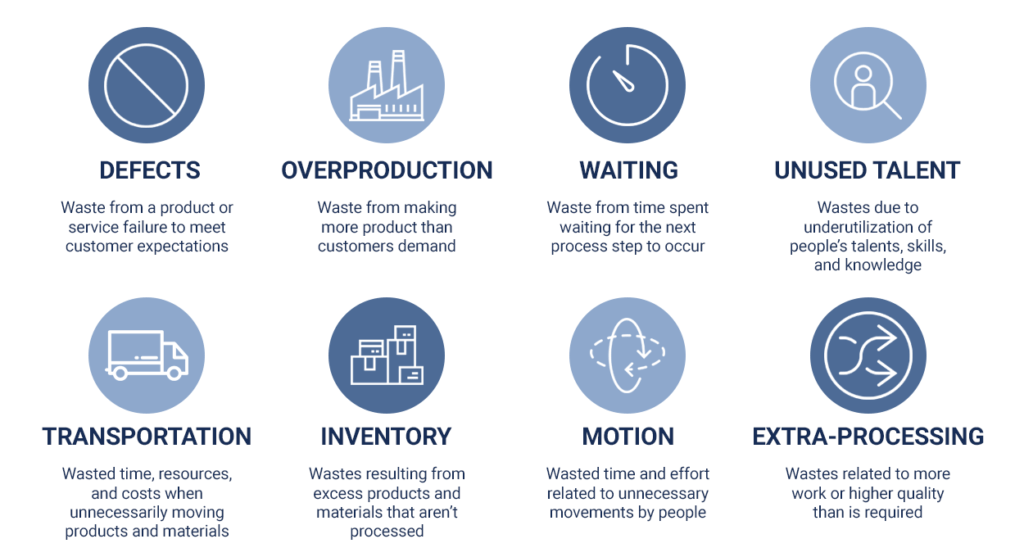
The Toyota Production System established 7 manufacturing wastes that don’t add value to the customer. These manufacturing wastes are:
However, we think it’s essential to add an 8th waste: the waste of human potential. You’ll find more on this proposed 8th waste later in the article.
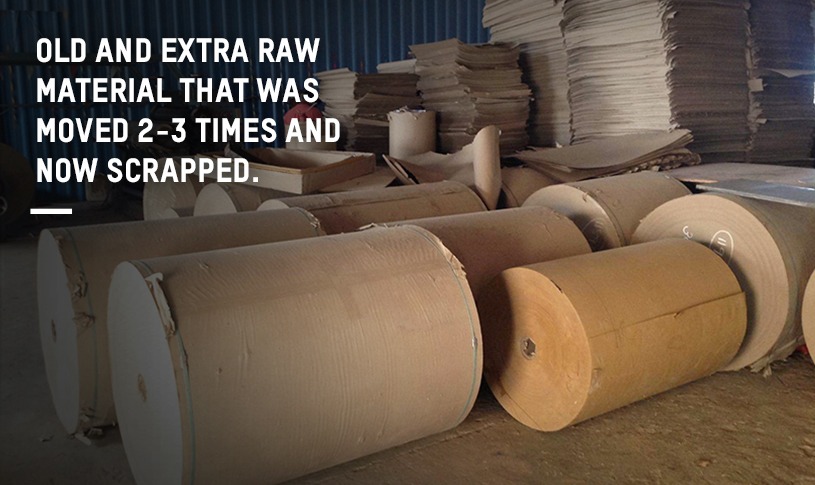

Efficient supply management, coupled with reducing excess inventory is a significant advantage in the packaging industry. Not only does raw material take up much space but it also requires substantial capital investment. In an ideal scenario, the right quantity of raw material would be purchased for orders. However, there is a widespread fear of running out of raw materials; therefore, people buy more to avoid running out for the next jobs. A shift in paradigm would be very beneficial, according to Leslie.


Unnecessary motion in material management is the most significant waste in the industry, according to Leslie. When operators walk around their machine for no valid reason, leave it to do paperwork, or check if the material is ready for the next run, they are not only doing unnecessary walking and moving but leave the quality for no one. This is especially problematic when working with older machines.


Overproduction is a common practice in the industry. For most orders the “+/- 10%” rule applies. For example, an order of 6,000 boxes could end up from 5,400 to 6,600 boxes. “When you think about it, this is a terrible thing—customers are overcharged to get what they want,” explains Leslie. This 10% is billed to the client but is sometimes a point of negotiation.
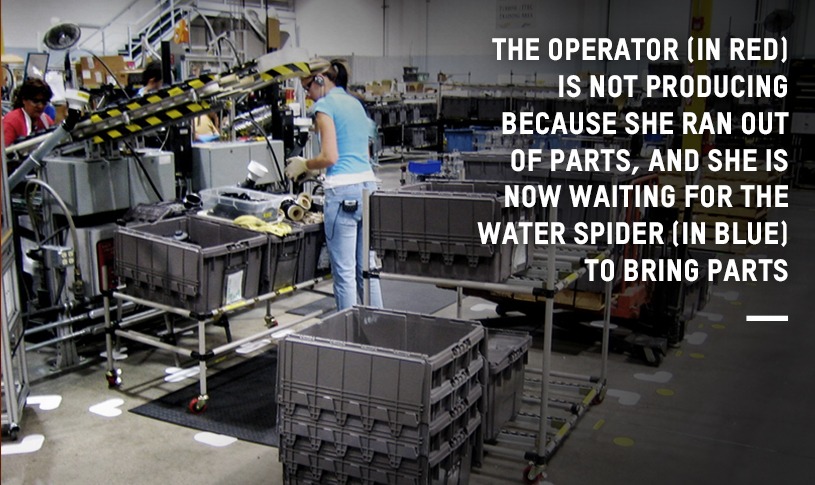
Waiting for the next order or material such as paper, tooling, ink or paperwork is another big waste. Employees or operators who are in “waiting” mode represent an enormous waste of time and generates no added value for the customer. Time is precious on a production line: if a part needs to be changed, a machine needing a minor repair, poorly explained instructions for the next job or a missing tool that should be within reach, these all steal away precious minutes.

The pull system is in place throughout the entire production process. There are clear visuals all over the plant to show the production’s progress. Production levels are periodically adjusted to reflect customer orders. Kanban rules are in place and followed. Also, the Kanban quantity per container is minimal.
#kanban #heijunka #flexiblemanpower #definedroles
 Photo: The implementation of a Kanban system allows inventory management, even for workstation printing paper.
Photo: The implementation of a Kanban system allows inventory management, even for workstation printing paper.
Work is well balanced, with no wait time during each cycle. Work instructions target cycle and hourly production; they are tracked, and all employees are familiar with them. Work instructions are followed throughout the plant and are periodically checked and updated. In general, standard work is simple and makes the job more accessible to workers such as other operators, supervisors and even forklift drivers.
#balancedwork #standardizedwork #taktime #cycletime #workcell

Photo: An employee entering her work cell on the BOBST 616 FFG She will follow a clear script instead of standardized instructions.
The changeover team must include the operators, and the changeover process must be done as quickly as possible (ideally, in less than 10 minutes). The process is standardized throughout the plant. A showcase cell exists, and kaizen events frequently occur to improve changeover time. There is a good ratio between changeover time and production. The machine assignment is as clear as the production schedule. The offline setup and activities are maximized without stopping the machinery. Jogs, tool dies, and other pieces of equipment are color-coded.
#5s #setup #standardizedwork #changeover
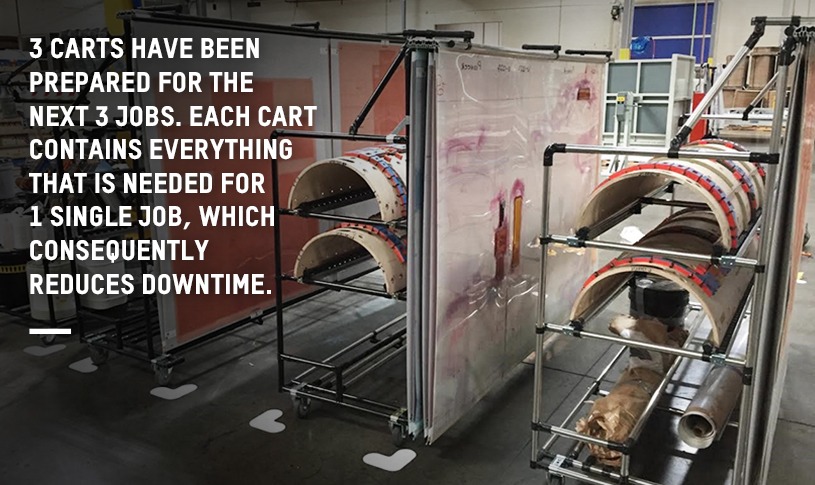
Photo: 3 carts have been prepared for the next three jobs. Each cart contains everything that is needed for 1 single job, which consequently reduces downtime.
All processes are clear: products, components, and raw material move from one process to the next one piece at a time (one-piece flow). The material flows in and out of the work cell on a scheduled conveyance route. Each process is clearly linked to the following one, and it’s easy to follow the material flow. Ultimately, secondary processes (paint, outsourcing, etc.) are tied together plant-wide.
#materialflow #processes #changerover #onepieceflow
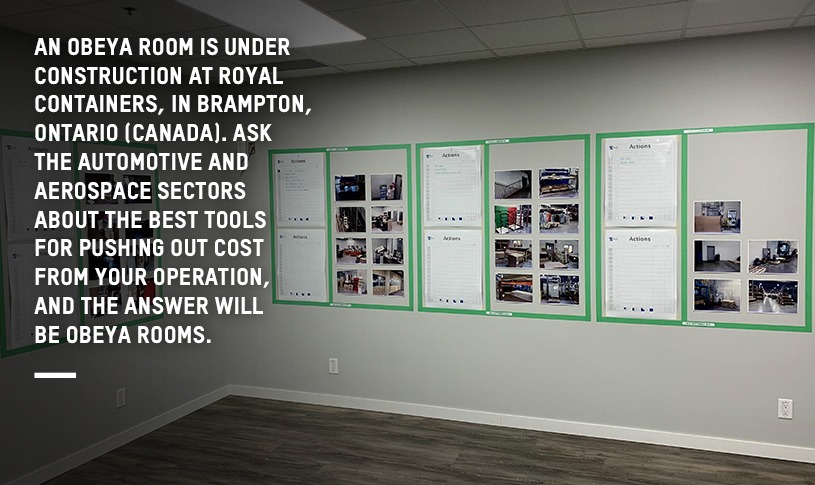
Photo: An Obeya room (Japenese for “big room”) is under construction at Royal Containers, in Brampton, Ontario. Ask the automotive and aerospace sectors about the best tools for pushing out costs from your operation, and the answer will be Obeya rooms.
The various pieces of equipment have Poka-yoke devices, thus making it impossible to bypass. Poka-yoke is simple, robust, reliable and cost-effective. They undergo regular checks and tests, and are labeled, color-coded and mapped.
#pokayoke #jidoka #effectiveness
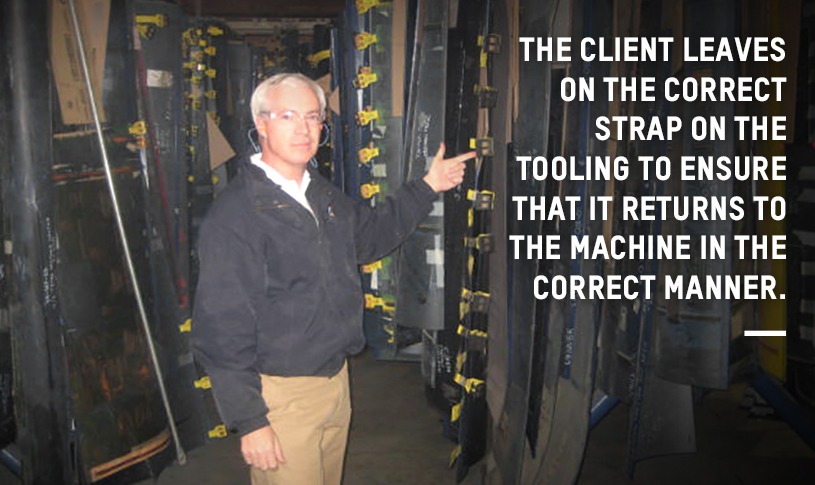
Photo: Poka-yoke – The client leaves on the correct traps on the tooling to ensure that it returns to the machine in the correct manner.
There is a clear understanding of what normal and abnormal situations consist of. There is a signal system (light/alarm) in place which is understood by operators and the management team. When an abnormal situation occurs, procedures are in place, and the team leader responds quickly. For example, in quality control, it’s easy to detect an abnormal situation with a visual indicator (shown in the picture below). If no visual indicator is installed over the top of the loads, this is an abnormal situation and action must be taken.
#andonsystem #teamleader #signal #abnormalsituation
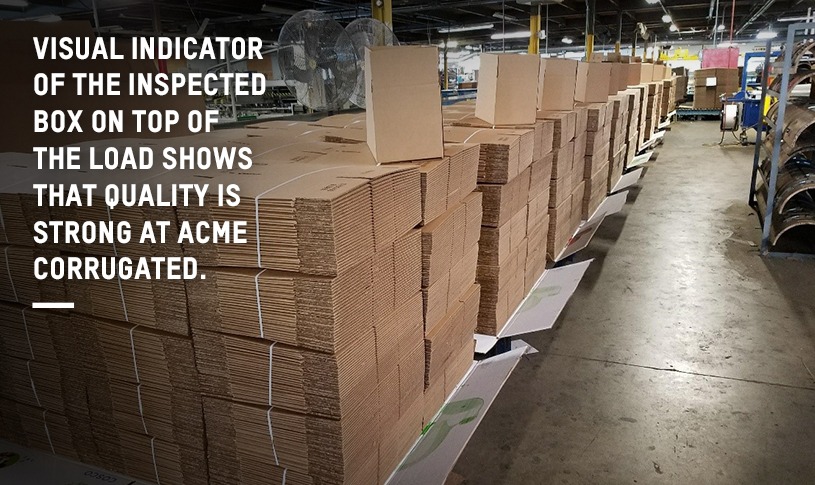
Photo: Visual indicator of the inspected box on top of the load from the Bobst 618 FFG shows that quality is strong at Acme Corrugated.
There is a place for everything, and everything is in its place with the 5S program. All employees understand the principle and its benefits. The implementation of 5S is obvious throughout the entire plant and office. 5S is sustained by individual team members using visual management of tools and routine schedule.
#5s #sort #setinorder #shine #standardized #sustain
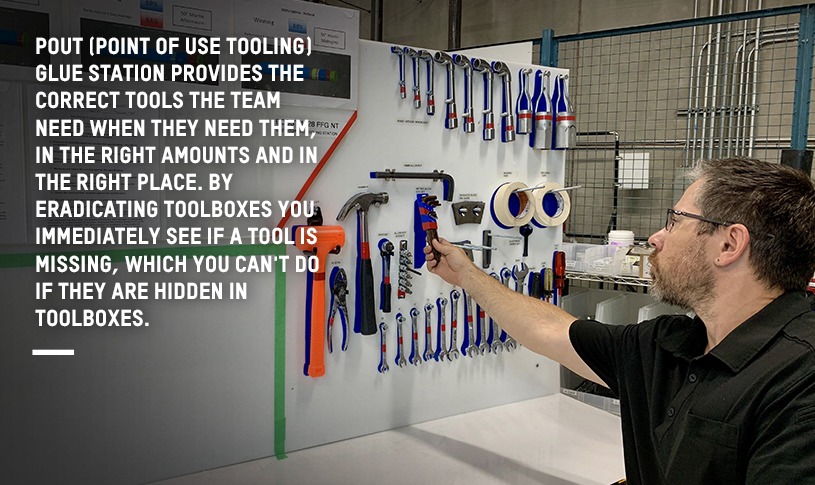
Photo: POUT (Point Of Use Tooling) glue station for FFG provides the correct tools the team members need when they need them, in the right amounts and in the right place. By eradicating toolboxes you immediately see if a tool is missing, which you can’t do if they are hidden in toolboxes.
All inventory locations are established and identified. Racks and containers are labeled, and the “First in – First out” (FIFO) principle is in place and upheld. Inventory levels (min/max) are regularly adjusted to account for usage fluctuations. Visuals controls are used to prevent mixed parts and overflow.
#fifo #minmax #containers

Photo: First in first out (FIFO) ink management rack to reduce stock for HP digital printer.
The company’s culture acknowledges the benefits of kaizen and management supports the team dedicated to its activities and initiatives. Kaizen activities are scheduled, tracked and tied to company goals and objectives.
#kaizen #suggestions #initiatives #kaizenteam

Photo: Royal Container in Toronto is conducting a kaizen event in the moonshine shop.
There is a formal training program for new hires, and team members are trained to be multiskilled. A team member development/career path program exists. The training status for all is posted, and refresher training is scheduled regularly.
#multiskilled #trainingprogram #kaizentraining
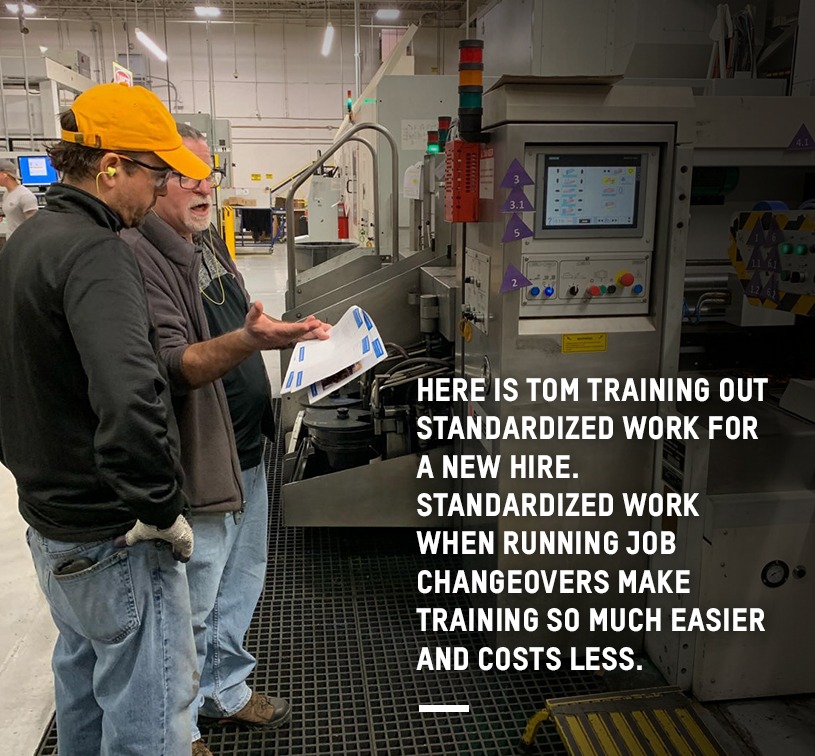
Photo: Here is Tom training out standardized work for a new hire. Standardized work when running job changeovers make training so much easier and costs less.
Time is allocated for total preventive maintenance (TPM) throughout the plant. The operator who is involved in daily maintenance is an integral part of the process. A tooling calibration program is in place to ensure equipment accuracy. Downtime is tracked and analyzed. Root causes of problems are determined, and countermeasures are incorporated into preventive maintenance.
#tpm #rootcauses #preventivemaintenance #downtime
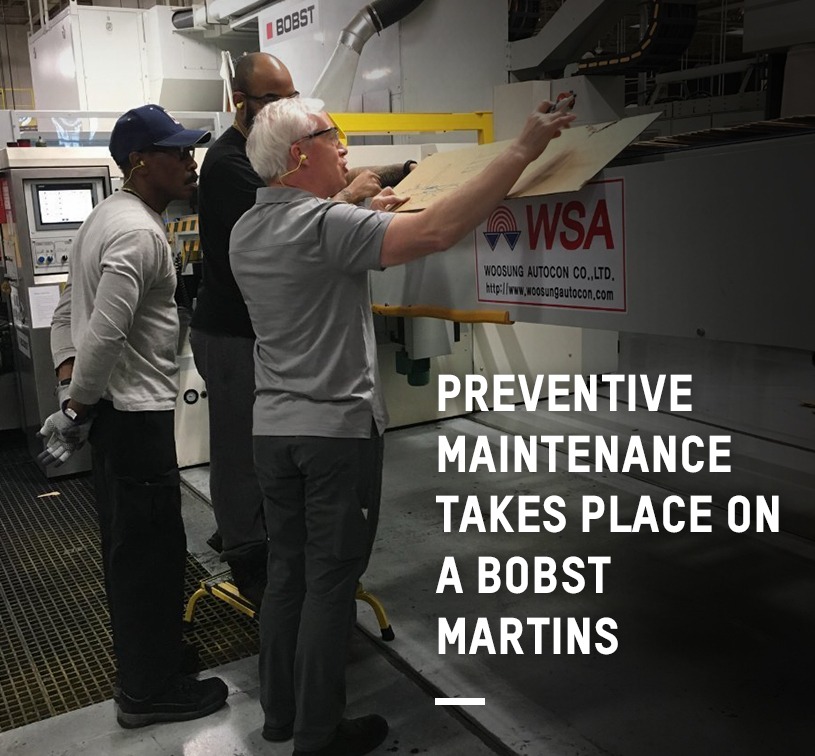
Photo: Preventive maintenance takes place on a BOBST MARTINS
There is a written safety program that is familiar to all team members and collectively enforced. The safety coordinator participates in the daily audit. Accidents are compiled: countermeasures are adopted and analyzed. Management and visitors adhere to the safety program.
#safetyprogram #PPE #MSDS #accidentfree

Photo: Clear corridor floor marking for forklift preventing vehicles to be close to operators.
Any good management team knows that its company’s employees are a vital element to achieve success. A lean manufacturing integration requires that everyone be on board with the process and work together, so it successfully comes into fruition.
All the employees got behind the idea that lean manufacturing was going to be an all-around plus for everyone involved, and then it just naturally permeated the company’s culture. The union played a critical role, states Meyer Weiss, where “For our union employees, in particular, it is clear that the lean culture is saving jobs and making us more competitive. The union leadership has welcomed Lean and has been fully engaged in promoting the benefits to the employees and the company.” He continues “employees have to see what’s in it for them. For example, making the job easier, making the vacation rotation easier, and lastly saving jobs, etc.”
Leslie Pickering adds, “You need to show that it’s not going to be another flavour of the month.”
InteliCoat, Heritage Paper, President Container or Royal Container are examples of companies that brought in several consultants to help develop the implementation’s steps and train employees. Outside experts such as lean consultants challenged the status quo and current paradigms.
Along with Q5 consulting group, Royal Containers employees have stepped up to the plate and have taken responsibility and ownership of the exciting revamp. A long-time Royal employee, Dan Rudnicki, has been leading the internal team to ensure targets are met. A great consulting partner knows how to do the job, and they are very hands-on—they don’t just create great PowerPoint presentations!
Kim Nelson, President of Royal Containers, located in southern Ontario, started their initial lean implementation in 2019 to be completed later in the year. The second lean integration will begin afterwards in their other plant in nearby Brampton.
They are targeting cutting costs in operations, improving quality with better calibration and achieving faster turnaround time with the implementation of streamlined processes. “We embarked on a CI plan to change the entire plant environment. So far, we are right on track and loving every minute of it!” said Mrs. Nelson.

Traditionally, the industry has been using either wood or welded structures. Occasionally, material handling equipment may be supplied by machinery (OEM), and it will be used as-is.

These die transfer carts for rotary dies, flat dies and printing plates have been on the market and are widely used.
They are made of heavy-duty steel and fit DRO, EVOL rotary dies, and Platen and Bobst flat dies.
The picture is from Wagner Die Supply, a diemaker with several locations in the USA.

Steel structures work for now, but when processes eventually change, they will no longer be adapted to the task at hand.
If the material handling equipment is not supplied by OEM or is unsuitable, pipe and joint systems can be used to build a solution around the machine.

“We usually buy nothing from Uline for carts or racking for 2 reasons: first, there’s no competitive advantage: your competition can buy it. And second, it’s never ideally sized for the job, so you have to conform to it instead of having the structure conform to you and the work,’’ explains Leslie. We have been using pipe and joint for 10 years. I can change a pipe and joint structure in 30 minutes. Problem in the morning and solution in the afternoon!”
Tap into your employees’ creativity with the pipe and joint system and avoid the 8th waste: the loss of good employee ideas.
Here are a few examples of modular tube and joint connector structures in use in a corrugated cardboard packaging manufacturing plant in Ontario.

Operator station: this type of structure puts ergonomics at the forefront and helps to reduce body fatigue—especially in hot weather. Process, jobs and requirements all change over time. So when a new job requires a new instruction booklet, for instance, we can alter the station to make the booklet easy to locate. Modular systems allow us to make quick changes at a low cost.

One cart – one job : In the podcast Learn how lean manufacturing helps corrugators adapt to the changes in their industry with Leslie Pickering, Leslie explains the ideal setup where everything is on the cart for the job. “We have been using the 1 cart, 1 job concept for 20 years now. From 10 meters away, I can see if everything is there for the next job. The operator can examine the cart while the machine is running and then ask the right questions such as “why the ink is not there?” If the schedule changes and the carts for the next 3 jobs are ready, usually the change can be accommodated. You should aim to reduce downtime and have machines running longer; the cost of the machine per minute is important!”

5S boards: Important tools are usually located in toolboxes. Though OEM supply toolboxes, it’s best to have them all displayed on a 5S board to see if any tools are missing, as opposed to them being jumbled in a box.
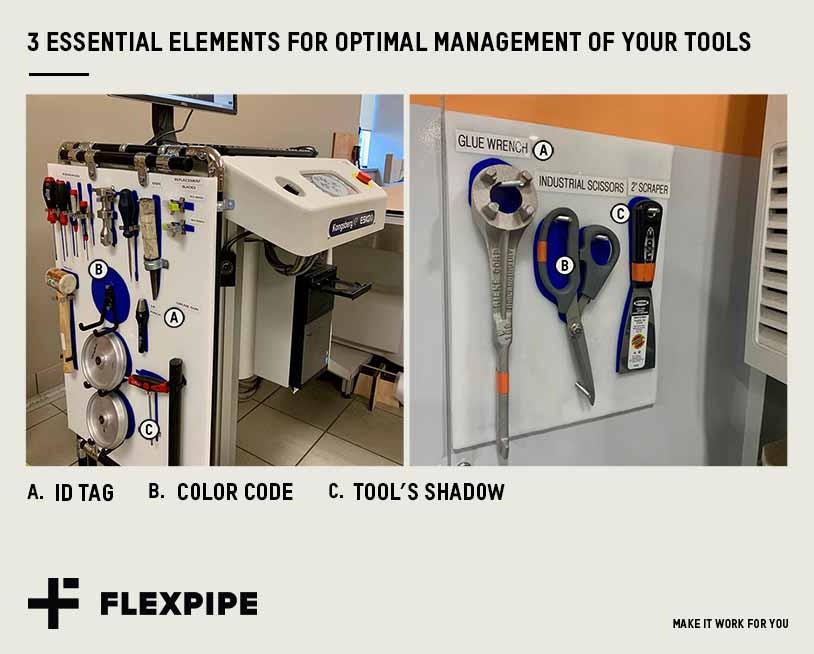
Visual management needs 3 elements:
These are core to having the system working efficiently and sustainably over time, both in the office and in the production area. Many operators don’t have what they need on hand. A tool change is like a race car tire change: 1 shift must have it all. Every morning do a visual check to see if your team has everything it needs.

Moonshine shop: This is where the magic happens; it’s where ideas pitched by operators come to life. Whether from a sketch or a CI (“Continuous Improvement”) challenge, make sure to confirm and thoroughly understand what the operator wants and then build a structure to meet the needs expressed in the sketch. A CI workshop is meant to empower workers. In it, there is everything to develop solutions to problems! A quick solution implemented in the production area will help make boxes faster and cheaper. As Leslie aptly puts it, “Problems in the morning, solution in the afternoon!”
Who can assemble? Most operators can do it – it’s relatively easy. Continuous improvement team members can also help.
You want to solicit ideas from the people directly involved in day-to-day operations. Remember, not all ideas generated from staff will be great, but you can participate in the process and teach them the makings of a great idea.
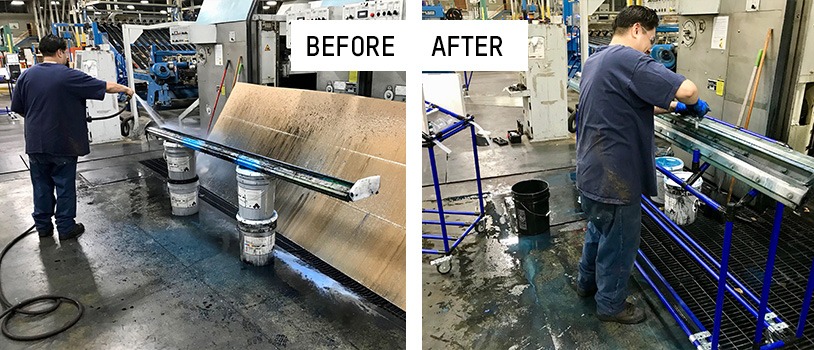
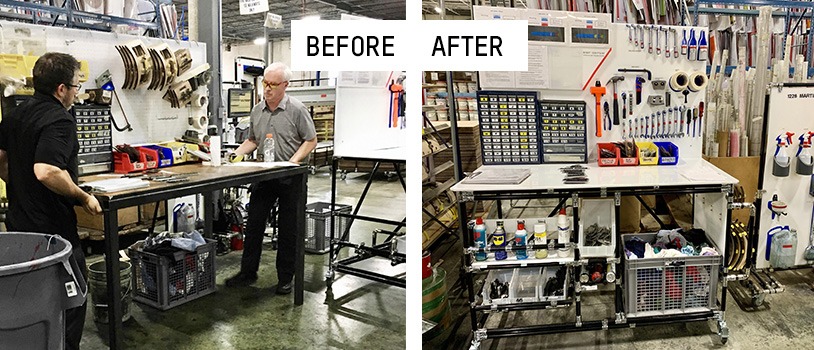 Photo: Moving out the old industrial standard table replacing it with the Team’s new mobile workstation and ink monitoring station for a Bobst Martin 1228 FFG.
Photo: Moving out the old industrial standard table replacing it with the Team’s new mobile workstation and ink monitoring station for a Bobst Martin 1228 FFG.
 Photo: Have the tools arrived for that hot job? Can’t find tools? Are tools delivered to the wrong door? See before and after to make incoming/outgoing of tooling a process.
Photo: Have the tools arrived for that hot job? Can’t find tools? Are tools delivered to the wrong door? See before and after to make incoming/outgoing of tooling a process.


Presentation of specialized tools in the correct manner is important, especially when they are presented on a mobile cart. So they are moved to the optimal position, reducing waste of motion. Seconds saved here allow for many hours of additional run time because of reed job changeover techniques.
Red and green wall color meaning:
GREEN indicates new tooling for the facility, here it is delivered by the supplier. It is the only place the OEM can deposit the new tooling plus it is the only location anyone has to look for the new tool delivery.
RED indicates that the tool has a problem other than needs repair or modification. The facility places the tools for repair in the red area and places the corresponding paperwork into one of the four bins on the right, depending on which supplier will do the work.
#mudas #reduceunnecessarymovements #reducewaiting #jobchangeover #5S #leanmanufacturing #pipeandjointsystem

Addresses safety and transportation waste. The older system in the rear results in wood carts being stored on end. This causes a safety issue and possible injury to a team member from splinters. A stackable system allows you to store more carts in a smaller footprint, easy to move by team member not needed a fork truck and no possibility of splinters.
#mudas #reduceunnecessarytransport #safetyfirst #stackable #leanmanufacturing #pipeandjointsystem

Mobile Material Carts – These allow several operational advantages. You can take the cart to the replenishment area, fill it with four bobbins and return, removing the need for two trips by the operator (waster of motion). It ensures you have the correct material because the cart is designed to accommodate the correct item in the correct amounts (inventory management).
#mudas #reduceunnecessarymotion #reducewaiting #reduceexcessinventory #leanmanufacturing #pipeandjointsystem

Ensuring you have ALL the correct hand tools visible allows you to see immediately if any one of them is needed. It reduces waste (time and motion) looking for items and removes the need for expensive toolboxes.
#mudas #reducewaiting #reduceunnecessarymovements #5S #leanmanufacturing #pipeandjointsystem

Cleaning Stations – Ensuring each process has the important and appropriate tools for clean up, reduces time looking for tools and ensures that the process has the correct tools.
#cleaningstation #reducewaiting #mudas #5S #leanmanufacturing #pipeandjointsystem

Operator Stations – Correct sizing of the worktop prevents additional items from being stored there. Using yellow and red colors to indicate condition early and gives you time to make a countermeasure before an issue presents itself. Using a skeleton approach also prevents areas from becoming cluttered with items not necessary at the process.
#visualmanagement #reducewaiting #mudas #spaceoptimization #5S #leanmanufacturing #pipeandjointsystem