




Mathieu Bernier – the newly appointed Director of Distribution at Flexpipe Inc. – envisioned a cleaner, leaner, more ergonomic, and less complicated material handling and pick-and-place process within the Flexpipe warehouse. To accomplish his goals, Mathieu decided to run a Kaizen warehousing event – a warehouse optimization process focused on lean warehouse management approaches that improve warehouse efficiencies, reduce movement waste, upgrade ergonomics, and simplify the material handling process.
While the focus of the Kaizen event was to simplify material handling, a byproduct of the team’s efforts was a drastic improvement in order fulfillment times. Read on to learn about how Mathieu’s Kaizen event accomplished all his goals while achieving 98.9% 24-hour, same-day shipping by enacting some simple warehouse optimization solutions.
Want to learn more about implementing Kaizen in your warehouse?
Download our comprehensive 57-page Lean Warehousing Mastery guide and discover proven strategies for warehouse optimization.
1. The Flexpipe Warehouse Optimization Kaizen Event
Before the Kaizen event, the material handling solutions within the Flexpipe warehouse needed optimization. Mounting frustration among the warehouse employees and fabrication team was becoming commonplace. The following issues were identified as a focus of the Kaizen Event.
- Double Picking – Double Touch
Lacking a viable MRP system to track thousands of small fasteners, brackets, screws, joints, and other consumables, double-picking and double-handling occurred throughout the day – sometimes multiple times for the same part item within an hour.
Having to manually count each fastener, bracket, screw, and other smaller, lightweight consumables lead to several counting errors. It didn’t take much for a warehouse employee to lose count – either because they were interrupted during their counting or because of other distractions. This ultimately forced them to recount on Quantity Picked – and then count again on Quantity Shipped before customer orders left.
- Visual Management
Picking mistakes were becoming frequent within the warehouse as even the pick list instruction sheet wasn’t optimized, leading to constant picking delays. The pick list had poorly described line items and uneven spacing between each item which often forced warehouse employees to spend more time validating counts.
The horizontal table at the top of the pick list was improperly laid out, forcing warehouse employees to look too far to the right of the pick list to get important information on an inventory item. Warehouse employees needed to quickly identify bin locations within the warehouse and were unable to do that with the current layout of the pick list. The most important information about bin location was not properly organized or visually presented.
- Replenishment
Several factors came into play when concerning replenishment within the Flexpipe warehouse. For the Flexpipe fabrication team, receiving incomplete pick orders for the assembly of material handling structures was becoming more frequent. These counting errors and missing items forced individual fabrication members to leave their workstations and go to the warehouse themselves or ask a warehouse employee to provide the proper quantities of consumables.
Inventory replenishment was also an issue as inventory counts were inaccurate and consumable and part placement within the warehouse was not optimized. As inventory counts became more problematic, these inaccurate replenishment volumes became more frequent.
- Movement Waste
With inaccurate counting, incomplete pick lists, and multiple visits to and from the fabrication department or within the warehouse itself, movement waste was high. Excessive travel was commonplace and lost time could easily be identified by the amount of time warehouse employees double and triple counted the quantity picked and the quantity shipped, and the time fabrication employees had to stop assembling due to inaccurate consumables pick lists.
- Ergonomics
Ergonomics needed to be improved to ensure that warehouse employees didn’t encounter accidents or injuries. With some parcels weighing close to 50 pounds or more, there was a concern that excessive handling could lead to potential injuries. Another important driving factor for the Kaizen event was finding a way to alleviate the frustration felt by warehouse employees and Flexpipe’s fabrication team.

2. Flexpipe Warehouse Improvement Challenges
The Flexpipe warehouse essentially has two customers. The first is Flexpipe customers who buy materials like Flexpipe’s steel tubes, joints, fasteners, brackets, and other consumables to assemble their own material handling structures.
The second customer of the warehouse is Flexpipe’s own internal fabrication team. This fabrication team is responsible for designing, fabricating, and assembling custom-made material-handling carts, trolleys, flow racks, workstations, and other material-handling solutions for Flexpipe end-user customers.
Due to all the warehouse inefficiencies and counting inconsistencies, the Flexpipe warehouse was presented with the following warehouse improvement challenges.
- Inventory replenishment times were too long.
- Inventory counts were inaccurate.
- Customer order fulfillment well exceeded 48 hours.
- Movement and unnecessary travel waste were high.
- Ergonomics was a constant concern.
Number Crunching
Before the Kaizen event, Mathieu identified high-volume inventory SKUs or inventory items.
He used data analysis to determine which inventory SKUs or items were handled the most frequently. By focusing on the inventory items that were handled and picked the most often, the Kaizen event would produce significant returns even if some less-frequently picked SKUs or items weren’t addressed.

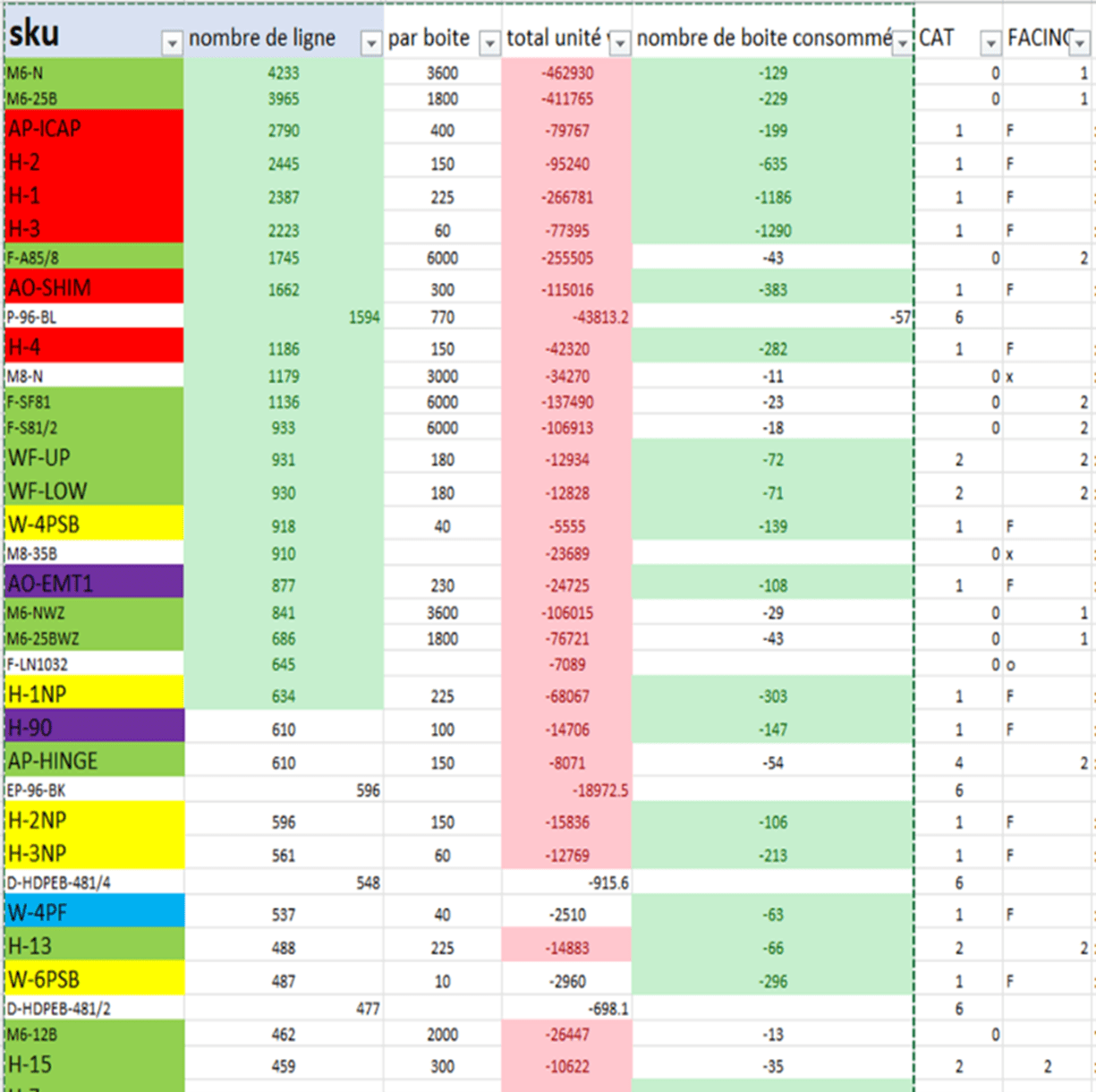
By identifying the high-volume inventory SKUs or inventory items, Mathieu planned to use the Pareto 80/20 Rule – a simple concept that states that 80% of a given outcome comes from 20% of efforts. In the case of warehouse optimization for Flexpipe, 80% of the consumables (screws, nuts, bolts, fasteners) handled by warehouse employees came from the top 20% of high-volume items.


In the image above, Mathieu’s data crunching and analysis helped him identify the top 20% of inventory items – labeled H1, H2, and H3 in the image above – which represented 80% of the consumables picked by the warehouse employees.
By identifying this location before the Kaizen event, Mathieu ensured that the focus would be to improve the material handling, picking process, and replenishment process of the highest-volume inventory items.
3. Cross-Functional Collaboration
Wanting a fresh set of eyes for the Kaizen event, Mathieu compiled a team that included himself as the Kaizen lead, a marketing representative, an employee from Flexpipe’s fabrication and assembly group, a shipping employee, and a warehousing supervisor.
Mathieu wanted individuals who represented different viewpoints. Acting as the Kaizen lead, Mathieu was careful not to influence the remaining participants in any way. Mathieu outlined the following three core principles of the Kaizen event to the five-person team.
- Empower Employees in Decision Making
- Small Changes Lead to Big Improvements
- All Improvements are Geared Towards Improving Customer Experience
The representative from marketing was seen as the perfect solution for having someone capable of thinking outside the box while also acting as an important representative of the customer viewpoint.
The representative from the production/fabrication team was made part of the team because they were an internal customer the warehouse needed to service with joints, fasteners, brackets, and other consumables.
Finally, a representative from shipping and a warehouse manager rounded out the five-person team.


During the initial Kaizen warehouse optimization kick-off meeting, Mathieu assembled his team and ensured that each member of the team understood the three core principles of the Kaizen event.
1) Employees should feel empowered to speak up and make decisions
2) Small changes lead to big improvements
3) Everything they improve will help them do their jobs better but will in the end help the customer




Thanks to Mathieu having already done the data analysis, he knew exactly where the Kaizen team needed to start the warehouse optimization process. All the fasteners, joints, connectors, and screws were neatly contained within custom-assembled Flexpipe flow racks. The bins were properly presented and easily accessible to warehouse employees. Unfortunately, every bin or parcel was opened and employees spent far too much time having to manually count each consumable for the “quantity picked” and then double or triple count them again for the “quantity shipped”.
As mentioned, interruptions in the counting process were common, and having to count to 100 consumables or more can easily become problematic.
4. Key Improvements Implemented
Several important improvements occurred throughout the Kaizen warehouse optimization event. Reinforcing the need to focus on small, incremental improvements was the reason behind the first continuous improvement initiative. Each of these improvements is outlined and explained below.
A. Visual Management and Streamlined Picking
The Kaizen team immediately recognized that the pick list instruction sheet needed to be replaced. The marketing representative within the Kaizen team was the first one to bring up the lack of any identifiable lines on the older pick list – which made manually entering the “quantity picked” and “quantity shipped” extremely difficult.

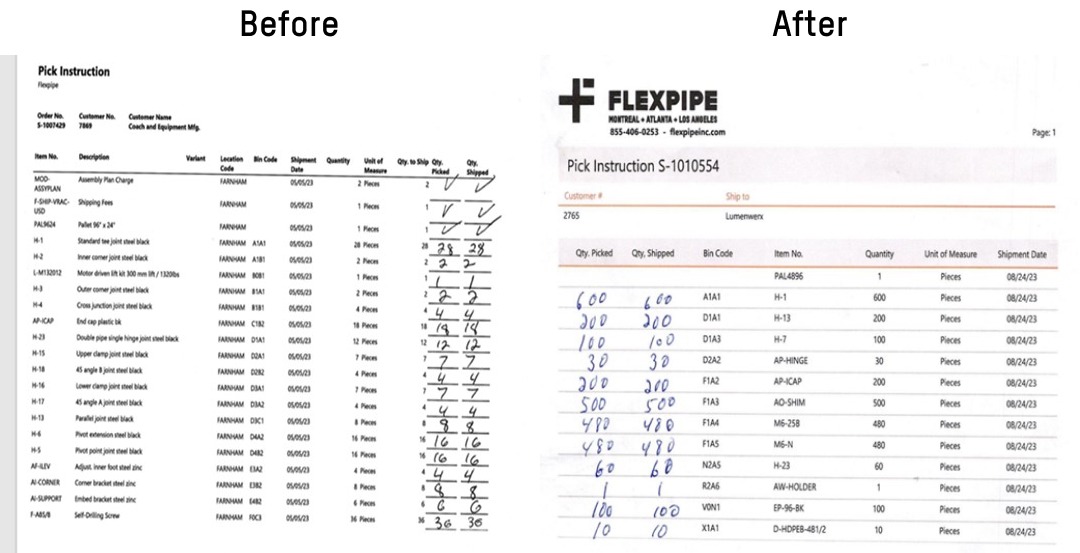
The improvement of the pick list is a perfect example of how small, incremental improvements can provide substantial returns. In this case, visual management was used to improve the pick list form as a way to streamline the picking process.
The original pick list (left image above) made it extremely difficult for warehouse employees to pick the correct items. The item number and description were the two first columns on the left-hand side – neither of which is as important as the Bin Code as the Bin Code tells the warehouse employees exactly where to go in the warehouse to perform their picking.
The description column (second column) is non-value-added information for the warehouse employees. Its placement places more of a priority on the “description” of the item than where that item is placed – Bin Code. Finally, the Quantity Picked and Quantity Shipped was on the far-right side of the pick list – the worst location for manual data entry accuracy.
When warehouse employees performed a picking task, they would either have to use a ruler to line up the item they’re picking and make sure the quantity picked data or value was entered in the right place – or they would have to count first, then slowly move their finger across the page to ensure they were entering the right data. Then, they would have to do it all again for the quantity shipped.
Not only did this issue lead to multiple counting errors, but blurred vision was commonplace for warehouse employees as having so many line items on a single page can lead to frustration and confusion.
- Old Pick List:
- Wrong placement of priority information.
- Confusing as all the critical information and data entry slots are positioned on the far right side of the pick list.
- No lines under each line item means warehouse employees need rulers, their fingers, or another guiding device to ensure they’re entering the right data.
- Poor spacing between each line item leads to blurred vision – forcing warehouse employees to recount or start over.
The improved pick list on the right includes embedded lines for each item picked. This simple solution eliminates the need to use a ruler or guiding device to ensure the proper item is picked and the right data is captured. The upgraded pick list also put the “Quantity Picked” and “Quantity Shipped” on the far left, making both the first two columns.
This simple change ensures that warehouse employees can immediately enter the data for the items they’ve picked. The new improved pick list also places the “Bin Code” closer to the left-hand side so it immediately catches the warehouse employee’s attention. This ensured the warehouse employees knew exactly where to go to pick up the parts.
- New Improved Pick List:
- More condensed structure with easy-to-identify lines going across the pic list page and immediately underneath each line item.
- All the critical information is organized left-to-right which is the natural left-to-right way people read documents.
- Quantity Picked and Quantity Shipped are located immediately to the left so that employees don’t have to go across the page to manually enter that data.
- Bin Code placement is positioned more to the left so that employees can immediately visually identify what bin they need to pick from without having to go all the way over the page.
B. Optimization of Replenishment Processes
The Kaizen team viewed the manual picking process as problematic. They wanted a simpler solution than having warehouse employees count incredibly small consumables. They also decided to restructure the inventory area. Both were seen as important steps to improving the warehouse’s replenishment process.
Instead of having multiple open boxes, the Kaizen team decided to keep the boxes closed on the new condensed fixed shelving location. These boxes remained closed and acted as a “safety stock” location to support the new, upgraded picking station.



The new picking station (image on left above) created by the Kaizen team presented a much cleaner, more efficient location for warehouse employees. New small, single-level Flexpipe flow racks were created with the level slightly angled to present the proper consumables for packing.
The Kaizen team decided that only the boxes at the front of these new single-level Flexpipe flow racks would be open for picking – while the ones behind would remain closed. This simple step ensured that warehouse employees had to use all the consumables in the first box before replacing that box with a new one.
This was but another simple solution that improved replenishment accuracy.


The Kaizen team also decided to eliminate manual counting of fasteners, brackets, screws, and other tiny consumables. In its place, the team decided to use an extremely accurate digital scale. Knowing the exact weight of each fastener, nut, bolt, screw or bracket meant they could easily determine the exact quantity picked and shipped in a single operation.
This eliminated all the counting errors, mistakes, and wasted time associated with manual picking.
C. Improved Ergonomics with Redesigned Mobile Carts and New Packaging Station
Wanting to improve ergonomics was a critical goal of the Kaizen team. Ergonomics were improved by removing the Flexpipe flow racks and making the picking and counting of consumables easier, but more was needed.
The Kaizen team decided to simplify the movement of picked materials with new mobile carts and an upgraded packaging station.

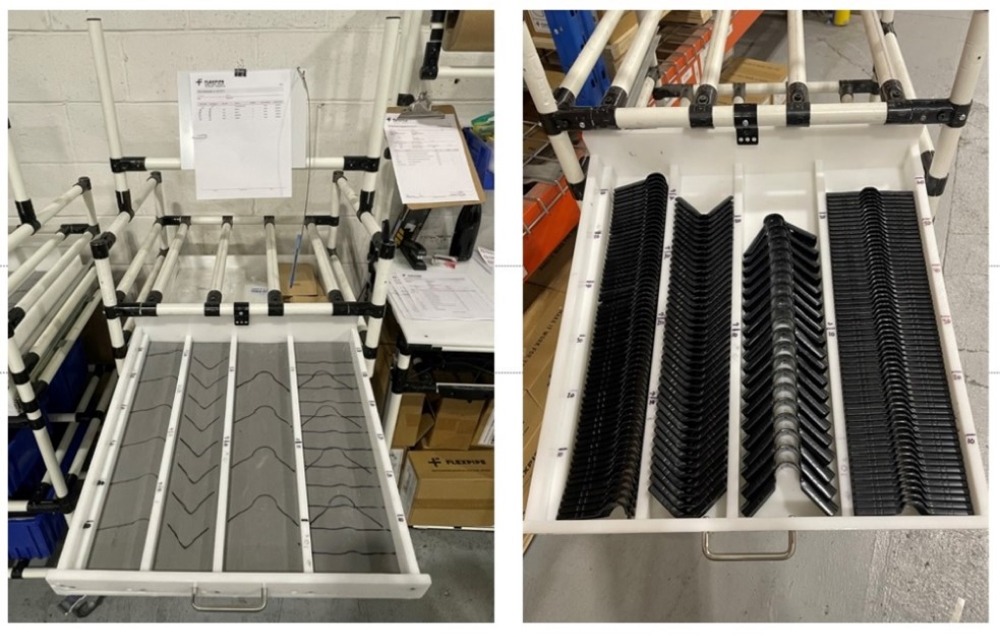
Among the simpler pick-and-place and counting tools that the kaizen team came up with included the customized pullout rack above on a mobile picking cart. Made entirely of Flexpipe materials, this simple 4-row pullout rack had four separate rows, each with a visual management marker for the type of bracket they hold. On the side of each row were the specific shipping quantities of 10, 20, 30, 40, and 50.
Instead of manually counting each type of bracket for quantity picked and then again for quantity shipped, warehouse employees simply lined up the specific bracket in its designed row and then quickly looked at the quantities listed on the side of the row to ensure they picked the correct amount.


The older mobile packaging station (image on left) was overloaded, poorly structured, and caused far too many delays in packaging and shipping. Confusion often arose as to which box or parcel was ready for shipping. Ergonomics was also a concern as warehouse employees had to sift through all those poorly placed boxes and having to constantly bend and stand up with boxes was not safe.
The new packaging station (image on right) was much cleaner, easier to use, and had a leaner decking surface for packaging. The Kaizen team then created an upper level to the new mobile packaging station where warehouse employees had instant access to packaging materials. The two mobile carts to the left of the packaging station are the ones that have the new bracket counting pullout racks. Ensuring a much cleaner packaging area with mobile carts drastically cut down on the constant bending and standing of the older system.


With this new packaging station, warehouse employees have enough space to package items properly and then place them on motion mats for the package to slide down the mat and be held in place with a level stopper. This ensures that when shipping companies arrive to take a shipment, the boxes are neatly arranged and ready to go. More importantly, it ensures warehouse employees don’t have to manually move heavy boxes that are ready to ship.


5. Results & Gains
Every objective of the Kaizen event was attained, and the results are outlined below.
- Inventory Replenishment and Inventory Counts
By focusing on the highest-volume items, redesigning and reorganizing the picking area, revamping the pick list document, and eliminating manual counting, the Kaizen team created an environment where inventory counts were much more accurate, and picking errors declined dramatically.
- Customer Order Fulfillment
Before the Kaizen event, order fulfillment was a constant problem. Orders did not leave quickly enough, and salespeople and customer service had to constantly update customers on shipments.
After the Kaizen event, Mathieu only 3 of the next 300 shipments did not leave within 24 hours. This resulted in an incredible 98.9% 24-hour, same-day shipping average, something completely unheard of before the Kaizen event was held.
- Movement Waste and Unnecessary Travel
The improvements in the picking station, upgraded pick list instruction sheet, the digital counter, and the new packaging station with its motion mats all lead to a reduction in movement waste and unnecessary travel. Picking times improved dramatically and interrupts were no longer an issue.
- Ergonomics
In every measurable way, ergonomics improved. Removing the old Flexpipe flow racks eliminated a potential tripping hazard, redesigning the picking station ensured that only lightweight opened boxes of consumables were picked from, and the redesign of the mobile packaging station and inclusion of the motion mats meant less handling of heavier boxes and much less bending and lifting.
Key Takeaways
- Small incremental improvements are the backbone of Kaizen events. Even the smallest adjustment or change can lead to huge warehouse efficiencies.
- Empowering employees to be part of a Kaizen warehouse optimization event is critical to success. Your warehouse employees are the ones who pick, handle, move, store, and ship your products. They are the best people for insightful changes.
- Thinking outside the box is an essential part of any Kaizen warehouse event. Make sure your Kaizen team is a multi-function team with people who have different roles and perspectives. Even someone with no warehouse experience can come up with significant improvements.
- Having a plan of attack is an important part of any Kaizen warehouse optimization plan. Make sure you know what you’re trying to improve. As Kaizen is a continuous improvement process, start getting your warehouse employees to think daily about ways to make things easier, safer, and leaner.
- Track your progress. The essence of a Kaizen warehouse event is continuous improvement. That means you’re constantly trying to improve something, somewhere. If something doesn’t work, try something different.
Kaizen is a Never-Ending Continuous Improvement Process
It’s important to note that Kaizen is not a one-time, event. Kaizen is a never-ending continuous improvement process where every warehouse employee must always be thinking of how little improvements can lead to substantial gains in warehouse efficiency.
If you are a warehouse manager or supervisor thinking of running our own Kaizen event and are interested in how the Flexpipe team can help, contact us now.
To learn more about Flexpipe case studies where Flexpipe customers have achieved incredible efficiencies using Flexpipe’s steel tube and joint system for their material handling structures, please visit our case studies section.
Ready to start your own warehouse optimization journey?
Get our free 57-page guide covering :
- – Implementation of Kaizen principles
- – Warehouse layout optimization
- – Real case studies like this one
- – Step-by-step improvement strategies