







Le monde du lean manufacturing doit beaucoup à Sakichi Toyoda, à son fils Sakichi Toyoda et à un ingénieur japonais très respecté du nom de Taiichi Ohno. Ensemble, ils ont créé le Système de production Toyota, et ont établi plusieurs principes commerciaux simples, mais très efficaces, qui continuent de produire des résultats et d’améliorer l’efficacité de la fabrication à ce jour.
L’un de ces principes est la méthode 5S, une méthodologie d’amélioration continue largement reconnue comme un élément fondamental du lean manufacturing. La méthode 5S a été le fer de lance de l’essor du « juste-à-temps » (JAT), un processus de gestion de la chaîne d’approvisionnement et de lean manufacturing qui réduit le gaspillage tout en maximisant l’efficacité.
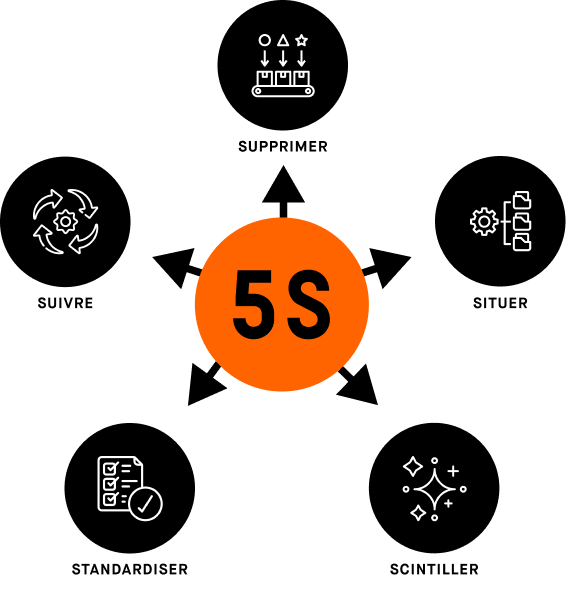
Le nom « 5S » est un acronyme de cinq mots japonais : seiri, seiton, seisō, seiketsu et shitsuke. Lorsqu’ils sont traduits, ils deviennent les piliers d’un processus reproductible qui simplifie la structure, l’organisation et la propreté en milieu de travail.
En français, 5S signifie « Supprimer », « Situer », « Scintiller », « Standardiser » et « Suivre ».
Au bout du compte, la méthode 5S vise à adopter des pratiques et des comportements répétitifs pour standardiser l’environnement de travail d’une entreprise. La méthode 5S est un premier pas très important pour assurer la reproductibilité des processus de travail, alors que la définition de lignes directrices pour la gestion, la structure, l’organisation et la propreté du milieu de travail aide à éliminer les arrêts de travail, les interruptions, le gaspillage et les retards chronophages. Il en découle des résultats plus prévisibles et une amélioration de
la qualité.
À première vue, la méthode 5S semble être un ensemble simple de règles faciles à appliquer et à suivre. Cependant, si on creuse un peu plus loin, il devient évident que son succès est directement lié à l’engagement de l’entreprise à la respecter.
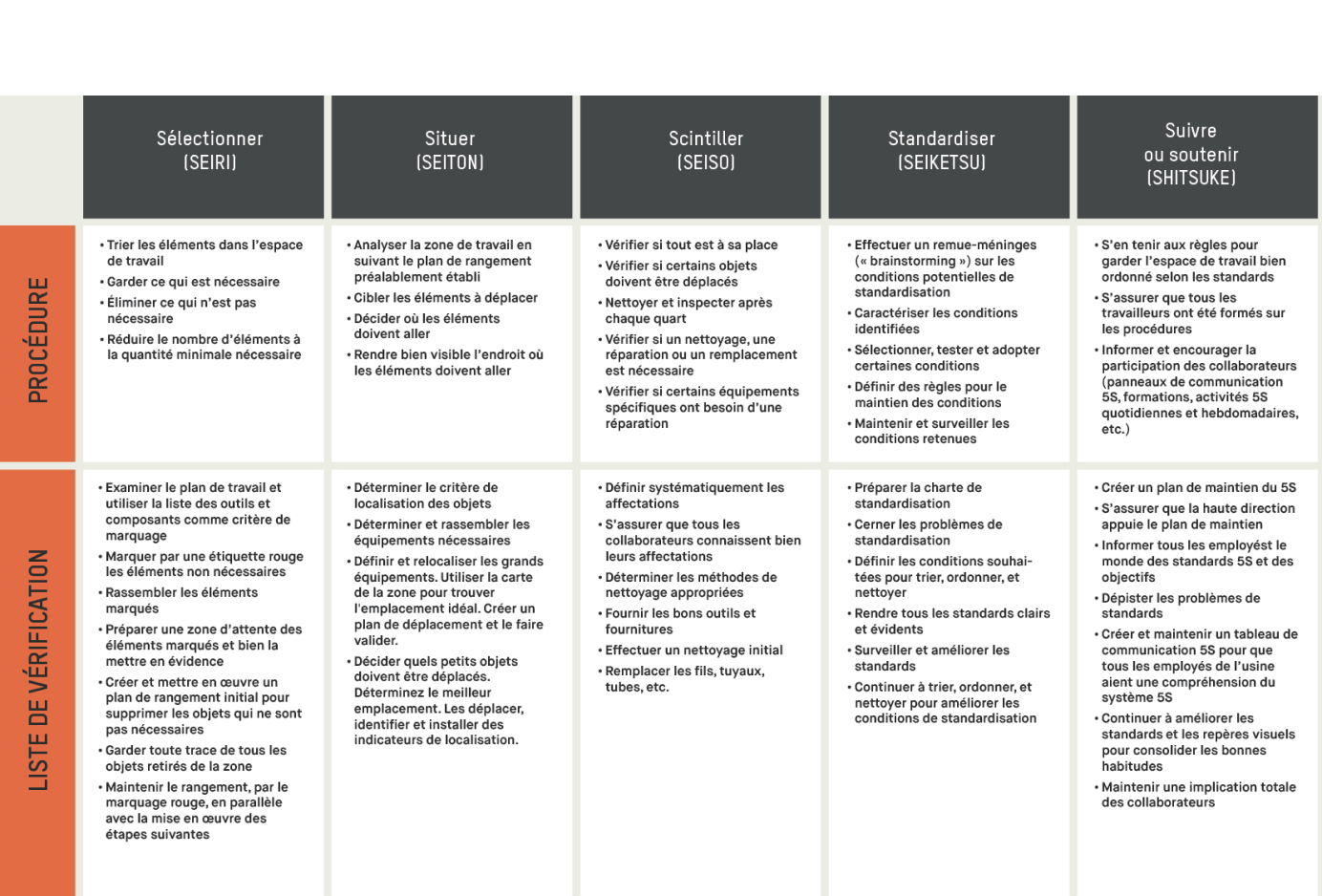
Il ne s’agit pas d’un exercice ponctuel ni d’une solution que l’on peut prérégler et oublier. La méthode 5S nécessite un engagement de la main-d’œuvre et la discipline nécessaire pour suivre le processus au quotidien. Elle doit faire partie intégrante de la culture de l’entreprise afin que l’habitude de suivre chacune des étapes s’enracine chez le personnel. Voici une ventilation des 5S ainsi que quelques questions et enjeux à considérer pour chaque étape.
Triez tous les matériaux, outils et articles divers dans une cellule de travail ou un espace de travail. Déterminez les matériaux et les choses nécessaires pour accomplir les tâches. Jetez, retirez ou mettez de côté tout article ou matériel non essentiel. Assurez-vous que seules les choses nécessaires à l’exécution des tâches restent dans la cellule de travail.
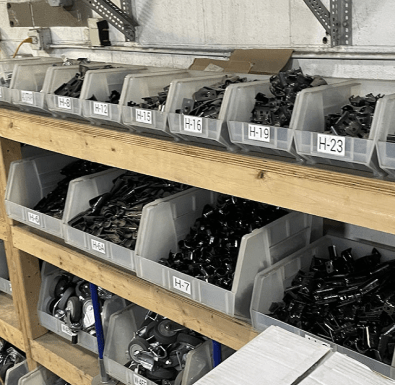
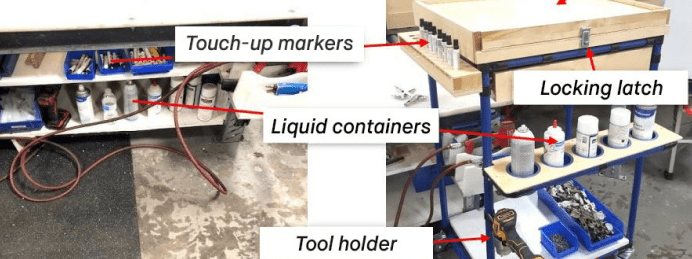
Adoptez une approche ergonomique pour organiser les articles qui restent. Assurez-vous que les articles sont correctement identifiés afin que les opérateurs ou les techniciens puissent y accéder rapidement, efficacement et en toute sécurité. Tout matériel, outil ou consommable ou toute instruction de travail doit avoir un emplacement désigné, être étiqueté de façon pertinente et être facilement accessible.
Les panneaux silhouettés facilitent la création de contours de pièces et l’utilisation de supports de positionnement afin que tout entre là où il se doit.

Assurez-vous que l’espace de travail est propre, bien entretenu, organisé et exempt d’obstructions. Cela peut demander de balayer ou de nettoyer le plancher, d’essuyer et de nettoyer les outils et les surfaces d’établi, ou de s’assurer que l’équipement et la machinerie sont bien entretenus et nettoyés.

Un atelier Flexpipe est un moyen idéal de standardiser un milieu de travail. Il rend le milieu de travail plus attrayant sur le plan visuel et réduit le temps perdu à chercher des pièces, des matériaux et des consommables.

Mettez fin à l’esprit de clan en créant des normes 5S à l’échelle de l’entreprise pour
la gestion du milieu de travail. Créez une liste de contrôle quotidienne pour les employés
et planifiez des ateliers afin de présenter à tous les employés et gestionnaires les pratiques exemplaires en matière de 5S. L’objectif est de reproduire les réussites afin que la méthode 5S s’intègre au travail des employés.
La méthode 5S est un processus sans fin. Lorsqu’elle est bien adoptée, elle s’intègre à la culture d’une entreprise. Les audits 5S et les réunions associées permettent aux employés et à la direction d’évaluer les progrès ou d’examiner la non-conformité. Le renforcement constant des lignes directrices des 5S fera en sorte que les étapes seront intégrées dans le travail de la main-d’œuvre.

L’objectif de la méthode 5S dans les environnements de lean manufacturing est d’apporter stabilité et organisation. En ce sens,
elle est une composante essentielle du processus. Elle simplifie l’organisation du milieu de travail en créant des lignes directrices simples à utiliser qui aident à réduire l’impact du gaspillage dans
la fabrication.
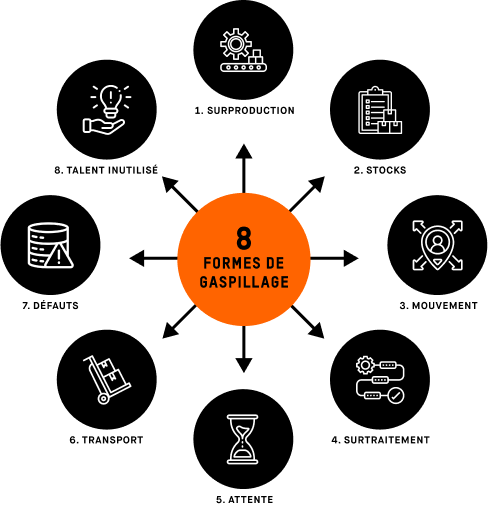
La méthode 5S a été un secret bien gardé par Toyota jusqu’à la fin des années 1980 et le début des années 1990. La croissance de Toyota et l’essor économique des années 1980 ont stimulé l’intérêt mondial pour ses processus. Les industries occidentales ont découvert les subtilités du système de production Toyota et ont rapidement commencé à adopter les pratiques de la méthode 5S pour s’attaquer à ce que ce système définissait comme huit formes de gaspillage.
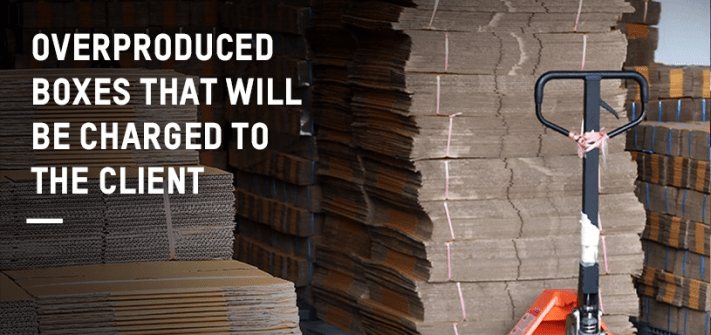
Les entreprises produisent souvent plus que nécessaire, ou plus que les demandes qu’elles reçoivent. Ces entreprises croient qu’il vaut mieux faire fonctionner les machines et l’équipement que de les laisser tourner au ralenti. Malheureusement, une fabrication plus importante que ce qui est nécessaire augmente les coûts de production et d’entreposage. Cela peut entraîner des erreurs de production, interrompre le flux de travail et augmenter les délais d’exécution.
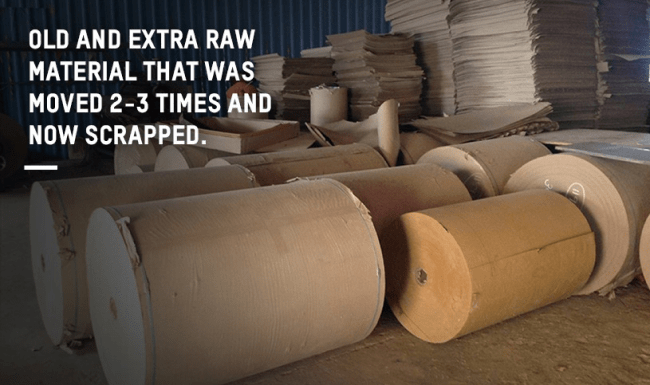
Les stocks excédentaires augmentent les coûts de financement et entraînent l’obsolescence des pièces et du matériel, des dommages, des stocks en stagnation et des coûts de manutention et d’entreposage plus élevés. Les entreprises qui ont trop de stocks ne bénéficient pas d’économies d’échelle lorsque ceux-ci sont endommagés en raison d’une manutention et d’un entreposage excessifs.
Les mouvements excessifs et inutiles augmentent les durées de cycle et réduisent le débit de production. On peut penser aux employés qui doivent marcher de longues distances pour chercher des pièces, des outils et des matériaux ou qui doivent simplement se pencher, soulever des articles ou s’étirer de manière trop fréquente.

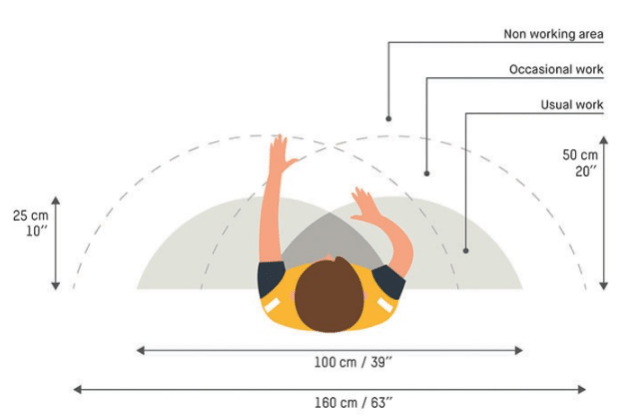
Les postes de travail ergonomiques mettent l’accent sur le minimum de mouvements afin que le travail soit fluide et que l’opérateur ne se fatigue pas trop en se déplaçant inutilement.
Des processus de travail déficients, des goulots d’étranglement, des procédures inefficaces, des approbations excessives et un flux de travail alambiqué génèrent des gaspillages de temps de production. Les tâches redondantes et répétitives ajoutent du temps et des coûts inutiles sans ajouter de valeur.
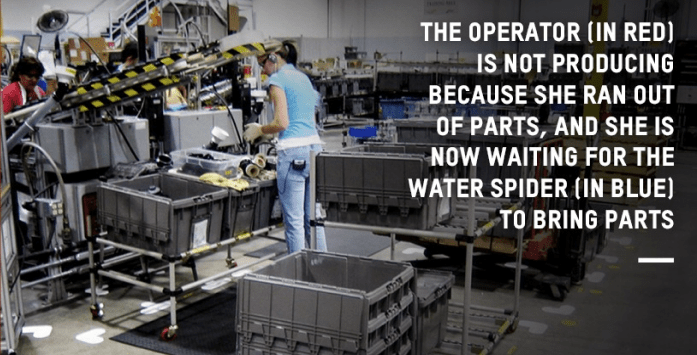
Un flux de travail mal structuré mène au ralentissement de la machinerie et de l’équipement. Lorsque les opérations ne sont pas chronométrées, les employés chargés de la machinerie, de l’équipement et de la production doivent attendre du matériel et des pièces semi-finies ou en cours de traitement. Au fil du temps, il y a surproduction, et des stocks excessifs sont créés.

Les longues distances entre les cellules de travail augmentent le temps de transit des pièces en cours de traitement et semi-finies. Tout transport ou déplacement excessif de personnes, d’équipement, de pièces, d’outils et de machinerie ajoute du temps au processus et augmente le gaspillage.
Les défauts de produit augmentent les coûts et ont une incidence sur la qualité. La plupart des défauts doivent être retravaillés ou réparés, ce qui ajoute du temps inutile au processus. Les défauts peuvent être causés par des processus de travail répétitifs, de mauvais matériaux, une mauvaise formation, des outils inadéquats, une manutention ou un transport excessifs ou des instructions de travail mal définies.

Les employés qui travaillent en vase clos privent les autres de connaissances et d’expertise essentielles. Le fait de ne pas tirer pleinement parti des capacités, des talents et des connaissances d’un employé mène à la complaisance, à l’indifférence et au roulement
de personnel.
Les gestionnaires doivent mobiliser les employés et les intégrer au processus d’amélioration continue.
L’un des aspects les plus impressionnants de la méthode 5S, c’est le peu qu’il en coûte pour l’adopter, car il n’y a pas de dépenses en capital importantes à justifier ou à approuver. Il n’y a pas d’équipement ou de machinerie à acheter, et peu de consultants externes sont nécessaires.
Il ne faut que la volonté de votre direction et de vos employés d’investir temps et efforts pour faire de la méthode 5S un succès. Une entreprise peut utiliser la méthode 5S sans se ruiner. Tout ce qu’il faut, ce sont les repères visuels suivants.
La sécurité des employés est devenue de plus en plus importante dans les environnements de fabrication d’aujourd’hui, et c’est pourquoi certains préconisent la « sécurité » comme sixième critère. Les systèmes 6S visent à définir clairement les risques pour la sécurité tout en réduisant au minimum les dangers et les obstructions. Les cellules de travail devraient être conçues en tenant compte de l’ergonomie.
Les employés doivent avoir à faire le moins de mouvements possible pour effectuer des tâches sans trop faire d’efforts. L’objectif est d’atténuer les répercussions ou l’incidence des blessures afin d’éviter les coûts élevés de l’absentéisme des employés. Les entreprises considèrent maintenant l’absentéisme comme un facteur de coût nuisible. L’objectif est de réduire ce gaspillage en faisant de la sécurité des travailleurs une priorité.
Découvrez comment créer des postes de travail sécuritaires et conformes.
Idéal pour l’électronique, le médical, l’aérospatiale et l’automobile.
La détermination du gaspillage peut sembler quelque peu intimidante. Par où commencer exactement? Heureusement, la méthode 5S est une méthodologie d’amélioration continue. L’objectif est de travailler de manière continue. Il s’agit d’une tâche sans date de fin. Il n’y a pas d’échéancier. C’est une boucle de rétroaction continue où chaque amélioration est utilisée pour favoriser l’apprentissage et la croissance.
Il existe plusieurs façons de déterminer le gaspillage. Les diagrammes spaghetti cartographient le mouvement des pièces, des personnes, des matériaux et des pièces en cours de traitement dans l’installation. Ces diagrammes permettent de déterminer rapidement les mouvements excessifs et les flux de travail inégaux.
Une autre méthode consiste à utiliser la cartographie de la chaîne de valeur (CCV). Cet outil de fabrication à valeur ajoutée très efficace permet aux entreprises de définir la quantité actuelle de gaspillage dans leurs processus, de leurs clients jusqu’à la production et à l’expédition.
Cependant, aussi impressionnants que soient ces outils, rien ne se compare au travail effectué en temps réel.
Vos employés détiennent toutes les clés de l’amélioration des processus.
Ils savent où se trouvent les goulots d’étranglement. Ils savent ce qui cause les pertes de temps et où il y a du gaspillage. Tirer parti de leur expérience, de leur savoir-faire et de leur expertise en résolution de problèmes contribuera à améliorer l’efficacité et la productivité.
La méthode 5S n’est qu’un outil, mais vos employés sont essentiels à son fonctionnement.
Figure d’innovation dans les systèmes de manutention modulaires, Flexpipe a développé une importante clientèle à travers l’Amérique du Nord. Flexpipe est non seulement moins cher (30 % de moins) que ses concurrents, mais elle offre aussi de multiples services centrés sur le client pour l’aider à intégrer facilement les systèmes de tubes et joints dans ses systèmes de fabrication.
Ces services comprennent des visites et des évaluations sur place, des constructions personnalisées, un excellent support après-vente et l’extension gratuite Flexpipe Creator unique en son genre, pour soutenir les conceptions de systèmes de manutention faits de matériaux modulaires.
[bsa_pro_ad_space id=2]