




Récemment nommé directeur de la distribution chez Flexpipe Inc., Mathieu Bernier rêvait d’un processus de manutention et de préparation de commandes plus fluide, plus ergonomique et moins compliqué dans l’entrepôt. Pour atteindre ses objectifs, Mathieu a décidé d’organiser un événement Kaizen axé sur l’optimisation : une approche de gestion lean visant à améliorer l’efficacité de l’entrepôt, à réduire les déplacements inutiles, à améliorer l’ergonomie et à simplifier les processus de manutention.
Bien que l’objectif principal de l’événement Kaizen était de simplifier la manutention, l’équipe a également réussi à améliorer de façon significative les délais de traitement des commandes. Poursuivez votre lecture pour découvrir comment l’événement Kaizen de Mathieu a permis d’atteindre les objectifs visés, tout en rejoignant un taux d’expédition en une journée de 98,9 %, grâce à quelques solutions simples d’optimisation en entrepôt.
Vous souhaitez en savoir plus sur la mise en œuvre du Kaizen dans votre entrepôt ?
Téléchargez notre guide complet de 57 pages sur la maîtrise de l’entreposage lean et découvrez des stratégies éprouvées pour l’optimisation d’entrepôt.
*Disponible en anglais uniquement
1. L’événement Kaizen d’optimisation d’entrepôt Flexpipe
Avant l’événement Kaizen, les solutions de manutention dans l’entrepôt de Flexpipe nécessitaient une optimisation. La frustration grandissante parmi les employés et l’équipe de fabrication devenait courante. Voici les problématiques ciblées lors de l’événement.
- Double manipulation ou manipulation excessive et double comptage
En l’absence d’un système MRP viable pour suivre des milliers de petites pièces comme les fixations, les supports, les vis, les joints et autres consommables, la double manipulation et le double comptage se produisaient fréquemment, parfois plusieurs fois pour le même article dans une seule heure.
Le comptage manuel de chaque pièce menait à plusieurs erreurs. Il suffisait d’une interruption ou d’une distraction pour qu’un employé perde le fil du comptage, ce qui l’obligeait à recompter les quantités déjà ramassées, puis à compter de nouveau les quantités expédiées avant que les commandes ne quittent l’entrepôt.
- Gestion visuelle
Les erreurs de préparation des commandes devenaient fréquentes, car même la liste d’instructions n’était pas optimisée, ce qui entraînait des retards constants dans le processus. Les articles de la liste étaient mal décrits et l’espacement entre les éléments était inégal, forçant les employés à passer davantage de temps à valider les quantités.
Le tableau situé en haut de la liste était mal présenté, obligeant les employés à chercher trop loin à droite pour trouver des informations importantes sur les articles entreposés. Les employés avaient besoin d’identifier rapidement les emplacements des bacs dans l’entrepôt, mais la mise en page ne leur facilitait pas la tâche.
- Réapprovisionnement
Plusieurs facteurs contribuaient aux problématiques de réapprovisionnement dans l’entrepôt de Flexpipe. Pour l’équipe de fabrication, les commandes incomplètes pour l’assemblage des structures de manutention devenaient plus fréquentes. Ces erreurs de comptage obligeaient les membres de l’équipe à quitter leur poste de travail pour se rendre eux-mêmes à l’entrepôt ou encore à demander à un employé de leur apporter les bonnes quantités de consommables.
Le réapprovisionnement des stocks posait également problème, car les comptages étaient souvent inexacts et le placement des pièces et consommables dans l’entrepôt n’était pas optimisé. Les erreurs dans les volumes de réapprovisionnement devenaient donc de plus en plus fréquentes.
- Gaspillage de mouvement
Avec des erreurs de comptage, des instructions de préparation de commande incomplètes et des allers-retours constants entre l’équipe de fabrication et l’entrepôt, le gaspillage de mouvement était élevé. Les déplacements inutiles étaient monnaie courante, et la perte de temps pouvait facilement être mesurée par le nombre de fois que les employés d’entrepôt devaient recompter les quantités ramassées et expédiées, ainsi que par le temps perdu par l’équipe de fabrication à cause des listes d’instructions de commandes incorrectes.
- Ergonomie
L’ergonomie devait être améliorée pour éviter que les employés ne se blessent ou ne subissent des accidents. Avec certains colis pesant jusqu’à 50 livres ou plus, il y avait des préoccupations concernant le risque de blessures dues à une manipulation excessive. Un autre facteur de motivation pour l’événement Kaizen était de réduire la frustration ressentie par les employés de l’entrepôt et l’équipe de fabrication de Flexpipe.

2. Les défis d’amélioration de l’entrepôt de Flexpipe
L’entrepôt de Flexpipe a essentiellement deux types de clients. Le premier est composé des clients externes qui achètent des matériaux comme les tubes d’acier, les joints, les attaches, les supports et autres consommables de Flexpipe pour assembler leurs propres structures de manutention.
Le deuxième type de client est l’équipe de fabrication interne de Flexpipe. Cette équipe est responsable de la conception, de la fabrication et de l’assemblage de solutions de manutention sur mesure comme des chariots, des trolleys, des racks à gravité, des postes de travail et d’autres structures pour les clients de Flexpipe.
En raison de toutes les inefficacités et incohérences de comptage dans l’entrepôt, les défis d’amélioration suivants ont été identifiés.
- Les délais de réapprovisionnement étaient trop longs.
- Les comptes d’inventaire étaient inexacts.
- Le traitement des commandes clients dépassait souvent les 48 heures.
- Le gaspillage lié aux déplacements inutiles était élevé.
- L’ergonomie était une préoccupation constante.
Analyse des données
Avant l’événement Kaizen, Mathieu a identifié les SKU (ou unité de gestion des stocks) à volume élevé. Il a analysé les données pour déterminer quels articles étaient manipulés le plus souvent.
En se concentrant sur ces articles, l’événement Kaizen allait générer des retours significatifs, même si certains SKU ou articles moins fréquemment manipulés n’étaient pas traités.

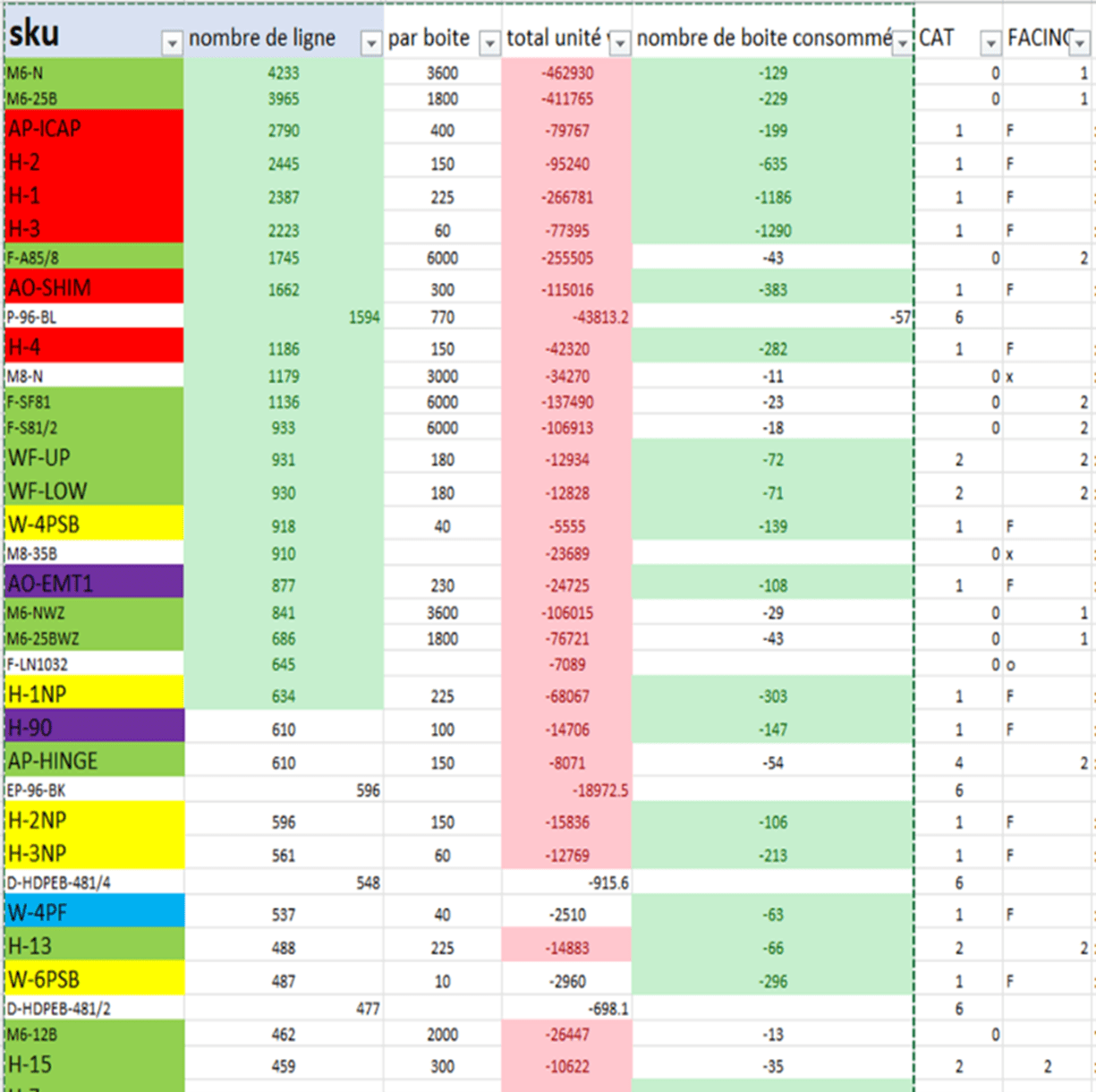
En identifiant les SKU à volume élevé, Mathieu a appliqué la règle 80/20 de Pareto – un concept simple qui stipule que 80 % des résultats proviennent de 20 % des efforts. Dans le cadre de l’optimisation de l’entrepôt de Flexpipe, 80 % des consommables (vis, écrous, boulons, attaches) manipulés par les employés de l’entrepôt provenaient des 20 % d’articles à volume élevé.


Dans l’image ci-dessus, l’analyse de données effectuée par Mathieu lui a permis d’identifier les 20 % d’articles d’inventaire les plus utilisés – étiquetés H1, H2 et H3 – qui représentaient 80 % des consommables ramassés par les employés de l’entrepôt.
En identifiant cet emplacement avant l’événement Kaizen, Mathieu s’est assuré que l’objectif serait d’améliorer la manutention, le processus de picking et de réapprovisionnement des articles à volume élevé.
3. Collaboration interfonctionnelle
À la recherche d’un point de vue nouveau pour l’événement Kaizen, Mathieu a formé une équipe incluant lui-même comme responsable Kaizen, un représentant du marketing, un employé du groupe de fabrication et d’assemblage, un employé de l’expédition et un superviseur d’entrepôt.
Mathieu souhaitait inclure des individus ayant des points de vue différents. Alors qu’il dirigeait l’événement Kaizen, il a pris soin de ne pas influencer les autres participants. Il a présenté les trois principes de base suivants à l’équipe de cinq personnes.
- Donner du pouvoir aux employés dans la prise de décision
- De petits changements peuvent entraîner de grandes améliorations
- Toutes les améliorations visent à améliorer l’expérience client
Le représentant du marketing était considéré comme la personne idéale pour apporter une pensée innovante, tout en représentant le point de vue du client.
Le représentant de l’équipe de production et de fabrication représentait le client interne de l’entrepôt qui avait besoin de fournitures comme les joints, attaches, supports et autres consommables.
Enfin, un représentant de l’expédition et un gestionnaire d’entrepôt ont complété l’équipe de cinq personnes.


Lors de la première rencontre de l’événement Kaizen d’optimisation de l’entrepôt, Mathieu a rassemblé son équipe et s’est assuré que chaque membre comprenait les trois principes fondamentaux du processus.
1) Les employés devraient se sentir aptes à s’exprimer et à prendre des décisions
2) De petits changements peuvent entraîner de grandes améliorations
3) Tout ce qu’ils amélioreront les aidera à mieux faire leur travail, mais cela aidera aussi le client à long terme




Grâce à l’analyse des données déjà effectuée par Mathieu, il savait exactement où l’équipe Kaizen devait commencer le processus d’optimisation de l’entrepôt. Tous les boulons, joints, connecteurs et vis étaient soigneusement rangés dans des racks à gravité Flexpipe assemblés sur mesure. Les bacs étaient correctement disposés et facilement accessibles aux employés de l’entrepôt. Malheureusement, chaque bac ou colis était ouvert, et les employés perdaient trop de temps à compter manuellement chaque consommable pour la « quantité prélevée », puis à les recompter deux ou trois fois pour la « quantité expédiée ».
Comme mentionné, les interruptions dans le processus de comptage étaient fréquentes, et devoir compter jusqu’à 100 consommables ou plus devenait rapidement problématique.
4. Améliorations clés apportées
Plusieurs améliorations importantes ont été réalisées tout au long de l’événement d’optimisation Kaizen de l’entrepôt. La pertinence de se concentrer sur des améliorations petites mais progressives a généré la première initiative. Chacune des améliorations apportées est décrite et expliquée ci-dessous.
A. Améliorations visuelles et simplification de la préparation de commandes
L’équipe Kaizen a immédiatement reconnu qu’il fallait remplacer la feuille d’instructions pour la préparation des commandes. Le représentant du marketing a été le premier à mentionner l’absence de lignes identifiables sur l’ancienne liste, ce qui rendait très difficile la saisie manuelle des « quantités prélevées » et « expédiées ».

L’amélioration de la feuille de préparation de commandes est un parfait exemple de la façon dont de petites améliorations progressives peuvent avoir des retours significatifs. Dans ce cas, la gestion visuelle a été utilisée pour améliorer le formulaire de picking et ainsi simplifier le processus de préparation de commandes.
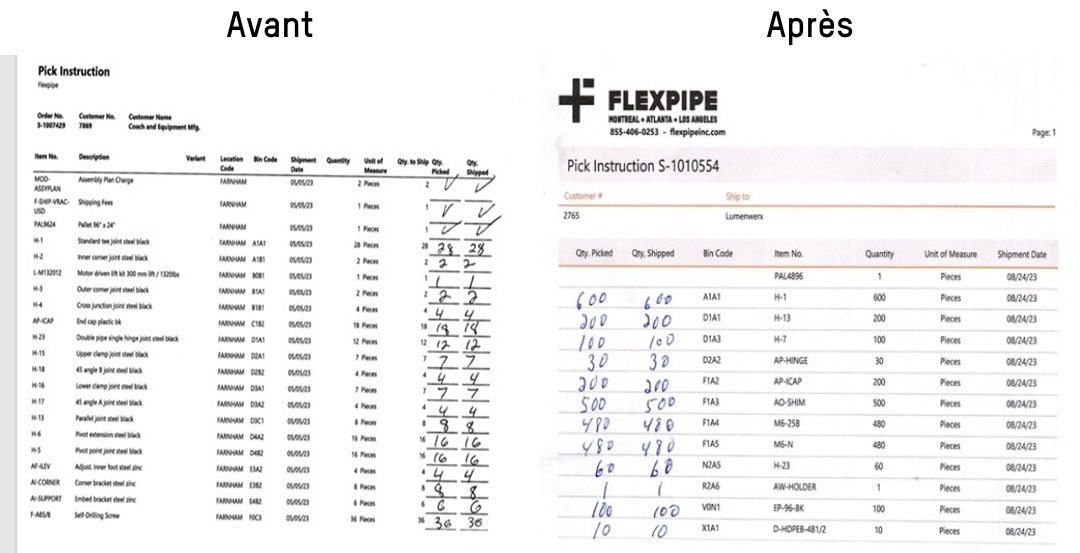
L’ancienne feuille de prélèvement (image de gauche ci-dessus) rendait le choix des bons articles difficile pour les employés. Le numéro d’article et la description étaient les deux premières colonnes à gauche – mais ni l’un ni l’autre n’étaient aussi importants que le code de localisation (bin code) qui indique aux employés où aller dans l’entrepôt pour prélever les articles.
La colonne « description » (deuxième colonne) est une information sans valeur ajoutée pour les employés de l’entrepôt. Sa position donne plus d’importance à la « description » de l’article qu’à l’endroit où cet article est entreposé – le bin code. Enfin, les colonnes « quantité prélevée » et « quantité expédiée » se trouvaient complètement à droite de la feuille de prélèvement – la pire position pour la saisie manuelle des données.
Lorsque les employés de l’entrepôt effectuaient une tâche de prélèvement, ils devaient soit utiliser une règle pour s’assurer que la « quantité prélevée » était saisie au bon endroit, soit déplacer lentement leur doigt sur la page pour garantir l’exactitude des données. Ensuite, ils devaient refaire le même processus pour la « quantité expédiée ».
Ce problème entraînait non seulement de nombreuses erreurs de comptage, mais provoquait fréquemment une confusion chez les employés, car autant de lignes d’articles sur une seule page peut entraîner frustration et désorganisation.
- Ancienne feuille de prélèvement:
- Mauvaise disposition des informations prioritaires.
- Confusion car toutes les informations et champs de saisie essentiels sont situés sur la partie droite de la feuille.
- Absence de lignes sous chaque article, obligeant les employés à utiliser une règle ou un autre dispositif pour assurer la bonne saisie des données.
- Espacement insuffisant entre chaque ligne d’article, entraînant une confusion et forçant les employés à recommencer le comptage.
La feuille de prélèvement améliorée présentée à droite comprend des lignes intégrées pour chaque article prélevé. Cette simple solution élimine le besoin d’utiliser une règle ou un guide pour s’assurer que le bon article est prélevé et que les bonnes données sont saisies. La nouvelle feuille présente également les colonnes « quantité prélevée » et « quantité expédiée » en priorité à gauche.
Ce simple changement permet aux employés de l’entrepôt de saisir immédiatement les données des articles qu’ils ont prélevés. La feuille en version améliorée place également le code de localisation (bin code) plus à gauche, attirant ainsi immédiatement l’attention des employés sur l’endroit où aller pour récupérer les pièces.
- Nouvelle feuille de préparation de commandes améliorée:
- Structure plus condensée avec des lignes faciles à identifier sur toute la page et immédiatement sous chaque ligne d’article.
- Toutes les informations cruciales sont organisées de gauche à droite, selon notre façon naturelle de lire les documents.
- Les colonnes « quantité prélevée » et « quantité expédiée » sont immédiatement à gauche, de sorte que les employés n’ont pas à parcourir toute la page pour saisir ces données manuellement.
- La position du bin code est plus à gauche, ce qui permet aux employés d’identifier immédiatement où aller pour récupérer les articles sans avoir à parcourir toute la page.
B. Optimisation des processus de réapprovisionnement
L’équipe Kaizen considérait que le processus de picking manuel posait problème. Ils souhaitaient une solution plus simple pour éviter que les employés de l’entrepôt aient à compter manuellement de très petites pièces consommables. Ils ont également décidé de réorganiser la zone d’entreposage. Ces deux initiatives étaient perçues comme des étapes importantes pour améliorer le processus de réapprovisionnement de l’entrepôt.
Au lieu d’avoir plusieurs boîtes ouvertes, l’équipe Kaizen a décidé de garder les boîtes fermées dans une nouvelle zone de rayonnage fixe plus compacte. Cette zone constitue un emplacement de « stock de sécurité » pour soutenir la nouvelle station de picking améliorée.



Le nouveau poste de préparation de commandes (image de gauche ci-dessus) créé par l’équipe Kaizen offrait un emplacement bien plus propre et efficace pour les employés de l’entrepôt. De nouveaux racks à gravité Flexpipe à un seul niveau ont été conçus, avec une légère inclinaison pour mieux présenter les consommables à emballer.
L’équipe Kaizen a décidé que seules les boîtes situées à l’avant de ces nouveaux racks seraient ouvertes pour le prélèvement – tandis que celles à l’arrière resteraient fermées. Cette simple étape a permis de s’assurer que les employés de l’entrepôt devaient utiliser tous les consommables de la première boîte avant de la remplacer par une nouvelle.
C’était une autre solution simple qui a permis d’améliorer la précision du réapprovisionnement.


L’équipe Kaizen a également décidé d’éliminer le comptage manuel des attaches, supports, vis et autres petits consommables. À la place, l’équipe a choisi d’utiliser une balance numérique extrêmement précise. En connaissant le poids exact de chaque attache, écrou, boulon, vis ou support, ils pouvaient facilement déterminer la quantité exacte préparée et expédiée en une seule opération.
Cela a éliminé toutes les erreurs de comptage, les fautes et le temps perdu associé au prélèvement manuel.
C. Amélioration de l’ergonomie avec des chariots mobiles revisités et une nouvelle station d’emballage
Le désir d’améliorer l’ergonomie était un objectif essentiel pour l’équipe Kaizen. L’ergonomie a été améliorée en retirant les racks à gravité Flexpipe, rendant ainsi le prélèvement et le comptage des consommables plus simples, mais cela ne suffisait pas.
L’équipe Kaizen a donc décidé de simplifier le déplacement des matériaux prélevés en introduisant de nouveaux chariots mobiles et une station d’emballage améliorée.

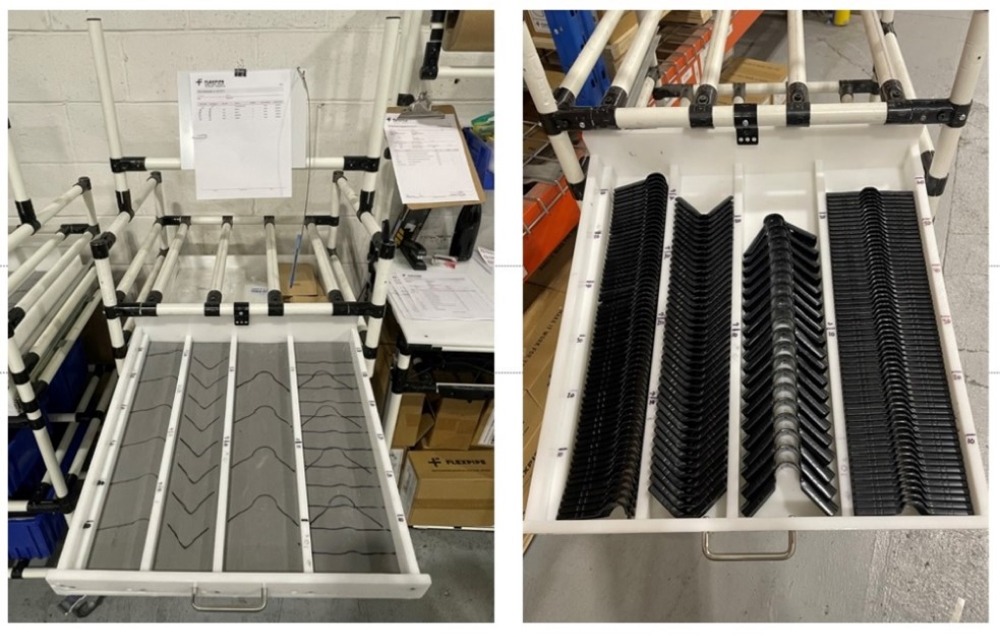
Parmi les outils de prélèvement et de comptage les plus simples proposés par l’équipe Kaizen se trouvait le rack coulissant personnalisé ci-dessus, monté sur un chariot de préparation de commandes mobile. Entièrement fabriqué à partir de matériaux Flexpipe, ce rack possédait quatre rangées distinctes, chacune avec un marqueur visuel indiquant le type de support qu’elle contenait. Sur le côté de chaque rangée étaient indiquées les quantités d’expédition spécifiques de 10, 20, 30, 40 et 50.
Au lieu de compter manuellement chaque type de support pour la quantité à préparer puis pour la quantité à expédier, les employés de l’entrepôt alignaient simplement le support spécifique dans sa rangée désignée et regardaient rapidement les quantités indiquées sur le côté de la rangée pour s’assurer qu’ils avaient prélevé le bon montant.


L’ancienne station d’emballage mobile (image à gauche) était surchargée, mal structurée et causait trop de retards dans les processus d’emballage et d’expédition. De la confusion survenait souvent au niveau des boîtes ou colis qui étaient prêts pour l’expédition. L’ergonomie était également une préoccupation, car les employés de l’entrepôt devaient fouiller à travers toutes ces boîtes mal placées, se penchant et se levant constamment, ce qui n’était pas sécuritaire.
La nouvelle station d’emballage (image à droite) était beaucoup plus épurée, plus facile à utiliser et avait une surface d’emballage plus dégagée. L’équipe Kaizen a ensuite créé un niveau supérieur pour la nouvelle station d’emballage mobile, permettant aux employés de l’entrepôt d’accéder facilement aux matériaux d’emballage. Les deux chariots mobiles à gauche de la station d’emballage sont ceux qui contiennent les nouveaux racks coulissants pour le comptage des supports. Cela a permis de créer une zone d’emballage beaucoup plus ordonnée avec des chariots mobiles, réduisant considérablement le besoin de se pencher et de se relever par rapport à l’ancien système.


Avec cette nouvelle station d’emballage, les employés de l’entrepôt ont suffisamment d’espace pour emballer correctement les articles et les placer sur des tapis de déplacement afin que les colis glissent et soient maintenus en place par un arrêt de niveau. Lorsque les compagnies de transport arrivent pour récupérer un envoi, les boîtes sont bien ordonnées et prêtes à partir. Plus important encore, cela permet aux employés de l’entrepôt de ne pas avoir à déplacer manuellement des boîtes lourdes prêtes à être expédiées.


5. Résultats et gains
Tous les objectifs de l’événement Kaizen ont été atteints, et les résultats sont résumés ci-dessous.
- Réapprovisionnement et comptage des inventaires
En se concentrant sur les articles à plus fort volume et en réorganisant la zone de prélèvement, en révisant la liste d’instructions pour la préparation des commandes et en éliminant le comptage manuel, l’équipe Kaizen a créé un environnement où les comptages d’inventaire étaient beaucoup plus précis et les erreurs de prélèvement ont considérablement diminué.
- Exécution des commandes clients
Avant l’événement Kaizen, l’exécution des commandes était un problème constant. Les commandes n’étaient pas expédiées assez rapidement et les vendeurs ainsi que le service à la clientèle devaient constamment informer les clients sur les expéditions.
Après l’événement Kaizen et l’application des améliorations, seulement 3 des 300 expéditions n’ont pas quitté dans les 24 heures. Cela a donné une moyenne incroyable de 98,9 % d’expédition en 24 heures le jour même, un objectif irréaliste avant l’événement Kaizen.
- Gaspillage de mouvement et déplacements inutiles
Les améliorations apportées à la station de préparation de commandes, la mise à jour des instructions de picking, le compteur numérique et la nouvelle station d’emballage avec ses tapis de déplacement ont tous contribué à réduire les gaspillages de mouvement et les déplacements inutiles. Les temps de préparation de commandes se sont améliorés de manière spectaculaire et les interruptions ne posaient plus de problème.
- Ergonomie
De toutes les façons mesurables, l’ergonomie s’est améliorée. La suppression des anciens racks à gravité de Flexpipe a éliminé un risque potentiel de trébuchement, le fait d’avoir changé l’aménagement de la station de préparation de commandes a garanti que seules des boîtes légères ouvertes de consommables étaient utilisées, et la refonte de la station d’emballage mobile avec l’ajout de tapis de déplacement a engendré moins de manipulation de boîtes lourdes et beaucoup moins de mouvements risqués pour les employés.
Éléments clés à retenir
- Les petites améliorations incrémentielles sont le fondement des événements Kaizen. Même le plus petit ajustement ou changement peut entraîner d’énormes gains d’efficacité en entrepôt.
- Impliquer les employés dans un événement d’optimisation d’entrepôt Kaizen est essentiel au succès. Ce sont vos employés qui préparent, manipulent, déplacent, entreposent et expédient vos produits. Ils sont les mieux placés pour proposer des changements pertinents.
- Penser hors des sentiers battus est une partie essentielle de tout événement Kaizen. Assurez-vous que votre équipe Kaizen soit multifonctionnelle, avec des personnes assurant des rôles variés et disposant de perspectives différentes. Même quelqu’un sans expérience en entrepôt peut apporter des améliorations significatives.
- Avoir un plan d’attaque est crucial dans tout plan d’optimisation d’entrepôt Kaizen. Assurez-vous de savoir ce que vous cherchez à améliorer. Étant donné que Kaizen est un processus d’amélioration continue, commencez à inciter vos employés d’entrepôt à réfléchir chaque jour à des moyens de rendre les choses plus faciles, plus sécuritaires et plus efficaces.
- Suivez vos progrès. L’essence d’un événement Kaizen est l’amélioration continue. Cela signifie que vous essayez constamment d’améliorer quelque chose, quelque part. Si quelque chose ne fonctionne pas, essayez autre chose.
Kaizen : Un processus d’amélioration continue sans fin
Il est important de noter que Kaizen n’est pas un événement ponctuel. Kaizen est un processus d’amélioration continue sans fin où chaque employé d’entrepôt doit toujours réfléchir à la façon dont de petites améliorations peuvent mener à des gains substantiels en efficacité.
Si vous êtes un gestionnaire ou un superviseur d’entrepôt envisageant réaliser votre propre événement Kaizen et souhaitez savoir comment l’équipe Flexpipe peut vous aider, contactez-nous dès maintenant.
Pour en savoir plus sur les études de cas de Flexpipe où nos clients ont réalisé des gains d’efficacité incroyables en utilisant le système de tubes en acier et de joints Flexpipe pour leurs structures de manutention, veuillez visiter notre section d’études de cas.
Prêt à optimiser votre entrepôt ?
Téléchargez notre guide gratuit de 57 pages qui couvre :
- – La mise en œuvre des principes Kaizen
- – L’optimisation de l’agencement d’entrepôt
- – Des études de cas réels comme celui-ci
- – Des stratégies d’amélioration étape par étape
*Disponible en anglais uniquement