





Mathieu Bernier, el recién nombrado Director de Distribución en Flexpipe Inc., imaginó un proceso de manejo de materiales dentro del almacén de Flexpipe más limpio, ágil, ergonómico y menos complicado. Para lograr sus objetivos, Mathieu decidió llevar a cabo un evento Kaizen en el almacén, un proceso de optimización enfocado en enfoques de gestión de almacenes eficientes que mejoran la eficiencia del almacén, reducen el desperdicio de movimiento, mejoran la ergonomía y simplifican el proceso de manejo de materiales.
Aunque el enfoque del evento Kaizen era simplificar el manejo de materiales, un efecto secundario de los esfuerzos del equipo fue una mejora drástica en los tiempos de cumplimiento de pedidos. Sigue leyendo para conocer cómo el evento Kaizen de Mathieu logró todos sus objetivos y alcanzó un 98.9% de envío el mismo día en 24 horas al implementar algunas soluciones simples de optimización del almacén.
Descargue nuestra guía completa de 57 páginas sobre la maestría del almacenaje lean y descubra estrategias probadas para la optimización de almacén.
*Disponible solo en inglés
Antes del evento Kaizen, las soluciones de manejo de materiales dentro del almacén de Flexpipe necesitaban optimización. La frustración creciente entre los empleados del almacén y el equipo de fabricación se estaba volviendo común. Los siguientes problemas fueron identificados como el enfoque del Evento Kaizen.
La falta de un sistema MRP viable para rastrear miles de pequeñas piezas, soportes, tornillos, conexiones y otros consumibles provocaba la selección y manejo doble a lo largo del día, a veces múltiples veces para el mismo artículo en una hora.
Tener que contar manualmente cada pieza, soporte, tornillo y otros consumibles pequeños y livianos llevaba a varios errores de conteo. No era difícil para un empleado del almacén perder la cuenta, ya fuera porque se le interrumpía durante el conteo o por otras distracciones. Esto finalmente obligaba a recuentos en Cantidad Seleccionada y luego a contar nuevamente en Cantidad Enviada antes de que los pedidos de los clientes salieran.
Los errores de selección se estaban volviendo frecuentes en el almacén ya que incluso la hoja de instrucciones de la lista de selección no estaba optimizada, lo que provocaba constantes demoras en la selección. La lista de selección tenía descripciones de línea mal redactadas y un espaciado desigual entre cada artículo, lo que a menudo forzaba a los empleados del almacén a pasar más tiempo validando los conteos.
La tabla horizontal en la parte superior de la lista de selección estaba mal diseñada, obligando a los empleados del almacén a mirar demasiado a la derecha de la lista para obtener información importante sobre un artículo de inventario. Los empleados necesitaban identificar rápidamente las ubicaciones de los contenedores dentro del almacén y no podían hacerlo con el diseño actual de la lista de selección. La información más importante sobre la ubicación de los contenedores no estaba organizada ni presentada visualmente de manera adecuada.
Varios factores influyeron en el reabastecimiento dentro del almacén de Flexpipe. Para el equipo de fabricación de Flexpipe, recibir pedidos de selección incompletos para el ensamblaje de estructuras de manejo de materiales se estaba volviendo más frecuente. Estos errores de conteo y artículos faltantes forzaban a los miembros individuales de fabricación a dejar sus estaciones de trabajo y acudir al almacén ellos mismos o pedirle a un empleado del almacén que proporcionara las cantidades adecuadas de consumibles.
El reabastecimiento de inventario también era un problema ya que los conteos de inventario eran inexactos y la colocación de consumibles y partes dentro del almacén no estaba optimizada. A medida que los conteos de inventario se volvían más problemáticos, estos volúmenes de reabastecimiento inexactos se volvían más frecuentes.
Con conteos inexactos, listas de selección incompletas y múltiples visitas hacia y desde el departamento de fabricación o dentro del propio almacén, el desperdicio de movimiento era alto. Los viajes excesivos eran comunes y el tiempo perdido se podía identificar fácilmente por la cantidad de tiempo que los empleados del almacén contaban doble y triple la cantidad seleccionada y la cantidad enviada, y el tiempo que los empleados de fabricación tenían que detenerse debido a listas de selección inexactas de consumibles.
La ergonomía necesitaba mejorar para garantizar que los empleados del almacén no sufrieran accidentes o lesiones. Con algunos paquetes pesando cerca de 50 libras o más, había una preocupación de que el manejo excesivo pudiera llevar a posibles lesiones. Otro factor importante que impulsó el evento Kaizen fue encontrar una manera de aliviar la frustración experimentada por los empleados del almacén y el equipo de fabricación de Flexpipe.
El almacén de Flexpipe tiene esencialmente dos clientes. El primero son los clientes de Flexpipe que compran materiales como tubos de acero de Flexpipe, conexiones, sujetadores, soportes y otros consumibles para ensamblar sus propias estructuras de manejo de materiales.
El segundo cliente del almacén es el propio equipo de fabricación interna de Flexpipe. Este equipo de fabricación es responsable de diseñar, fabricar y ensamblar carros de manejo de materiales personalizados, carretillas, estantes de flujo, estaciones de trabajo y otras soluciones de manejo de materiales para los clientes finales de Flexpipe.
Debido a todas las ineficiencias en el almacén y las inconsistencias en el conteo, el almacén de Flexpipe se enfrentó a los siguientes desafíos de mejora del almacén.
Antes del evento Kaizen, Mathieu identificó los SKUs o artículos de inventario de alto volumen. Utilizó el análisis de datos para determinar qué SKUs o artículos de inventario eran los más manejados con frecuencia.
Al enfocarse en los artículos de inventario que se manejaban y seleccionaban con mayor frecuencia, el evento Kaizen produciría retornos significativos incluso si algunos SKUs o artículos menos frecuentemente seleccionados no se abordaran.
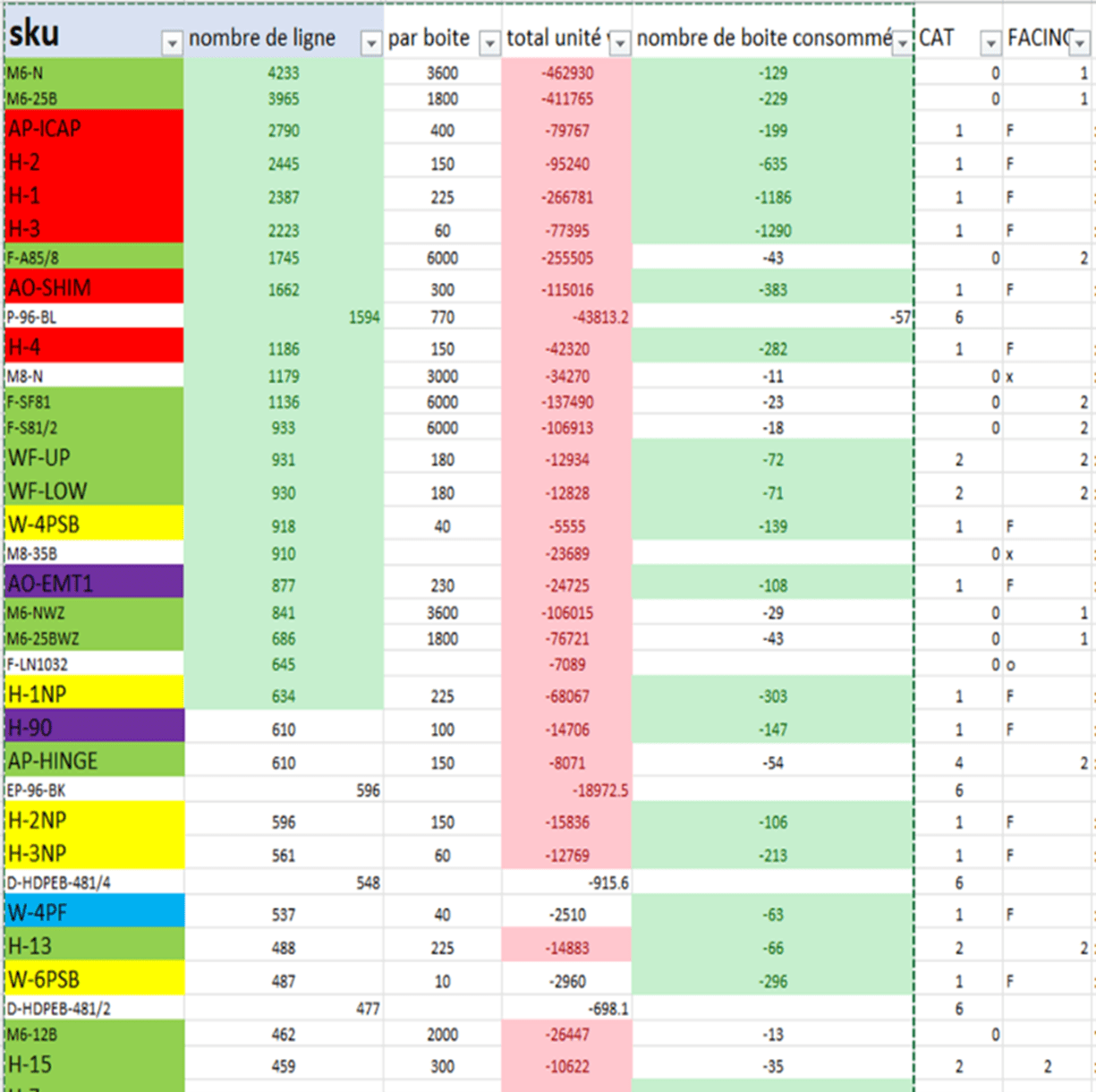
Al identificar los SKUs de inventario de alto volumen, Mathieu planeó utilizar la Regla de Pareto 80/20, un concepto simple que afirma que el 80% de un resultado dado proviene del 20% de los esfuerzos. En el caso de la optimización del almacén para Flexpipe, el 80% de los consumibles (tornillos, tuercas, pernos, sujetadores) manejados por los empleados del almacén provenía del 20% superior de los artículos de alto volumen.

En la imagen anterior, el análisis de datos de Mathieu le ayudó a identificar el 20% superior de los artículos de inventario – etiquetados como H1, H2 y H3 en la imagen – que representaban el 80% de los consumibles seleccionados por los empleados del almacén.
Al identificar esta ubicación antes del evento Kaizen, Mathieu aseguró que el enfoque se centrara en mejorar el manejo de materiales, el proceso de selección y el proceso de reabastecimiento de los artículos de inventario de mayor volumen.
Deseando una nueva perspectiva para el evento Kaizen, Mathieu reunió un equipo que incluía a él mismo como líder del Kaizen, un representante de marketing, un empleado del grupo de fabricación y ensamblaje de Flexpipe, un empleado de envío y un supervisor de almacén.
Mathieu buscaba personas que representaran diferentes puntos de vista. Como líder del Kaizen, Mathieu se aseguró de no influir en los demás participantes de ninguna manera. Mathieu explicó los siguientes tres principios fundamentales del evento Kaizen al equipo de cinco personas.
El representante de marketing fue visto como la solución perfecta para tener a alguien capaz de pensar fuera de lo convencional y también actuar como un importante representante del punto de vista del cliente.
El representante del equipo de producción/fabricación se incluyó en el equipo porque era un cliente interno que el almacén necesitaba atender con conexiones, sujetadores, soportes y otros consumibles.
Finalmente, un representante del envío y un gerente de almacén completaron el equipo de cinco personas.

Durante la reunión inicial de lanzamiento del evento Kaizen para la optimización del almacén, Mathieu reunió a su equipo y se aseguró de que cada miembro entendiera los tres principios fundamentales del evento Kaizen: 1) Los empleados deben sentirse empoderados para hablar y tomar decisiones 2) Los pequeños cambios conducen a grandes mejoras y 3) Todo lo que mejoren les ayudará a desempeñar mejor sus trabajos, pero al final también beneficiará al cliente.


Gracias a que Mathieu ya había realizado el análisis de datos, sabía exactamente dónde necesitaba el equipo Kaizen comenzar el proceso de optimización del almacén. Todos los sujetadores, juntas, conectores y tornillos estaban cuidadosamente contenidos dentro de bastidores de flujo Flexpipe ensamblados a medida. Los contenedores estaban correctamente presentados y eran de fácil acceso para los empleados del almacén. Desafortunadamente, se abrió cada contenedor o paquete y los empleados dedicaron demasiado tiempo a contar manualmente cada consumible para la “cantidad seleccionada” y luego volver a contarlos dos o tres veces para la “cantidad enviada”.
Como se mencionó, las interrupciones en el proceso de conteo eran comunes y tener que contar hasta 100 consumibles o más puede volverse problemático fácilmente.
Durante el evento de optimización del almacén Kaizen, se llevaron a cabo varias mejoras importantes. Reforzando la necesidad de centrarse en mejoras pequeñas e incrementales, la primera iniciativa de mejora continua se llevó a cabo. Cada una de estas mejoras se detalla y explica a continuación.
El equipo Kaizen reconoció de inmediato que la hoja de instrucciones de la lista de selección necesitaba ser reemplazada. El representante de marketing dentro del equipo Kaizen fue el primero en señalar la falta de líneas identificables en la lista de selección anterior, lo que dificultaba enormemente la entrada manual de la “cantidad seleccionada” y la “cantidad enviada”.
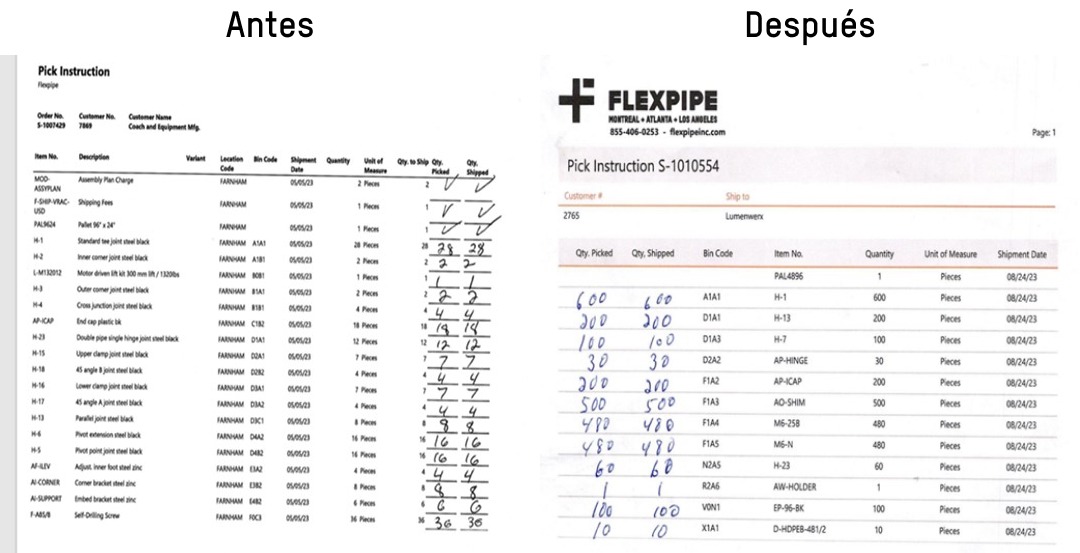
La mejora de la lista de selección es un ejemplo perfecto de cómo las mejoras pequeñas e incrementales pueden proporcionar retornos sustanciales. En este caso, la gestión visual se utilizó para mejorar el formato de la lista de selección como una forma de agilizar el proceso de selección.
Esta sencilla modificación garantiza que los empleados del almacén puedan ingresar los datos de inmediato para los artículos que han recogido, y la colocación del Código de Bin en un lugar más visible asegura que los empleados sepan exactamente dónde ir para recoger las piezas.
El equipo Kaizen consideró que el proceso manual de selección era problemático. Querían una solución más simple que el conteo manual de consumibles extremadamente pequeños por parte de los empleados del almacén. También decidieron reestructurar el área de inventario. Ambos pasos se vieron como esenciales para mejorar el proceso de reabastecimiento del almacén.
En lugar de tener múltiples cajas abiertas, el equipo Kaizen decidió eliminar y mantener las cajas cerradas en la nueva ubicación de estanterías fijas condensadas. Estas cajas permanecieron cerradas y actuaron como una ubicación de “stock de seguridad” para apoyar la nueva estación de selección mejorada.


La nueva estación de selección (imagen a la izquierda arriba) creada por el equipo Kaizen presentó una ubicación mucho más limpia y eficiente para los empleados del almacén. Se crearon nuevos estantes de flujo Flexpipe pequeños y de un solo nivel, con el nivel ligeramente inclinado para presentar los consumibles adecuados para el empaquetado.
El equipo Kaizen decidió que solo las cajas al frente de estos nuevos estantes de flujo Flexpipe de un solo nivel estarían abiertas para la selección, mientras que las de detrás permanecerían cerradas. Este simple paso aseguró que los empleados del almacén debían usar todos los consumibles de la primera caja antes de reemplazarla por una nueva.
Esta fue otra solución simple que mejoró la precisión del reabastecimiento.

El equipo Kaizen también decidió eliminar el conteo manual de sujetadores, soportes, tornillos y otros consumibles pequeños. En su lugar, el equipo optó por usar una balanza digital extremadamente precisa. Conociendo el peso exacto de cada sujetador, tuerca, perno, tornillo o soporte, pudieron determinar fácilmente la cantidad exacta recogida y enviada en una sola operación.
Esto eliminó todos los errores de conteo, errores y tiempo desperdiciado asociado con la selección manual.
Mejorar la ergonomía fue un objetivo crítico del equipo Kaizen. Aunque la ergonomía mejoró al eliminar los estantes de flujo Flexpipe y facilitar la selección y el conteo de consumibles, se necesitaba hacer más.
El equipo Kaizen decidió simplificar el movimiento de los materiales seleccionados con nuevos carros móviles y una estación de embalaje mejorada.
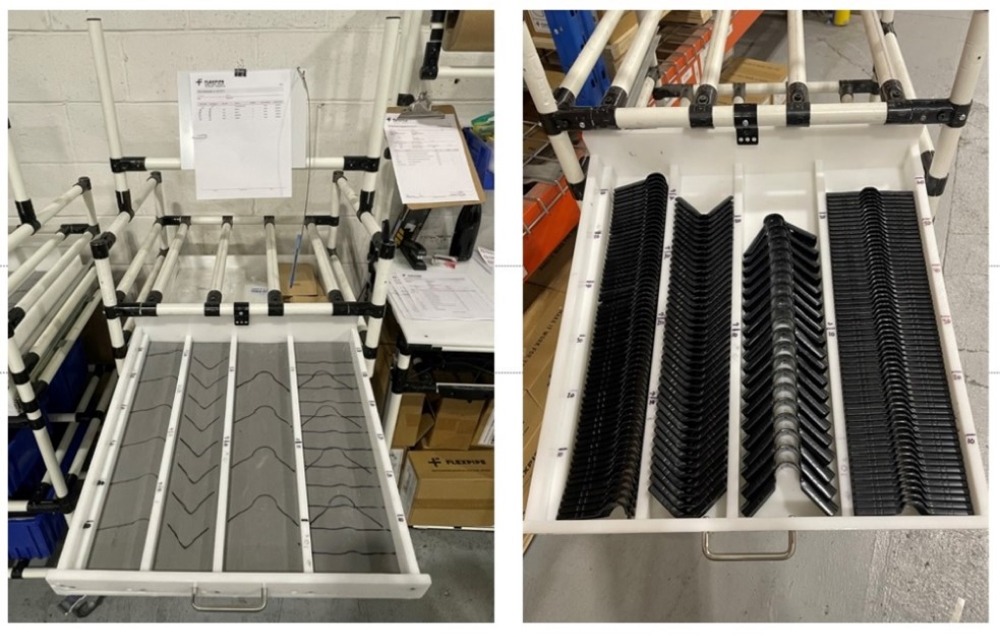
Entre las herramientas de selección y conteo más simples que el equipo Kaizen desarrolló, se incluyó el estante personalizado para extracción mostrado arriba en un carrito de selección móvil. Hecho completamente de materiales Flexpipe, este simple estante de extracción de 4 filas tenía cuatro filas separadas, cada una con un marcador de gestión visual para el tipo de soporte que contienen. En el lateral de cada fila estaban las cantidades específicas de envío de 10, 20, 30, 40 y 50.
En lugar de contar manualmente cada tipo de soporte para la cantidad seleccionada y luego nuevamente para la cantidad enviada, los empleados del almacén simplemente alineaban el soporte específico en su fila diseñada y luego miraban rápidamente las cantidades listadas en el lateral de la fila para asegurarse de que habían seleccionado la cantidad correcta.

La antigua estación de empaque móvil (imagen a la izquierda) estaba sobrecargada, mal estructurada y causaba demasiados retrasos en el empaque y envío. A menudo surgía confusión sobre qué caja o paquete estaba listo para el envío. La ergonomía también era un problema ya que los empleados del almacén tenían que buscar entre todas esas cajas mal colocadas, y el constante agacharse y levantarse con las cajas no era seguro.
La nueva estación de empaque (imagen a la derecha) era mucho más limpia, fácil de usar y tenía una superficie de empaque más eficiente. El equipo Kaizen luego creó un nivel superior en la nueva estación de empaque móvil donde los empleados del almacén tenían acceso instantáneo a los materiales de empaque. Los dos carros móviles a la izquierda de la estación de empaque son los que tienen los nuevos estantes de extracción para conteo de soportes. Asegurar una área de empaque mucho más limpia con carros móviles redujo drásticamente el constante agacharse y levantarse del sistema anterior.

Con esta nueva estación de empaque, los empleados del almacén tienen suficiente espacio para empaquetar los artículos correctamente y luego colocarlos en alfombras de movimiento para que el paquete se deslice por la alfombra y se mantenga en su lugar con un tope de nivel. Esto asegura que cuando las empresas de envío lleguen para recoger un envío, las cajas estén ordenadas y listas para irse. Más importante aún, asegura que los empleados del almacén no tengan que mover manualmente cajas pesadas que están listas para el envío.
Cada objetivo del evento Kaizen fue alcanzado, y los resultados se detallan a continuación.
Al centrarse en los artículos de mayor volumen, rediseñar y reorganizar el área de picking, renovar el documento de la lista de picking y eliminar el conteo manual, el equipo Kaizen creó un entorno en el que los conteos de inventario fueron mucho más precisos y los errores de picking disminuyeron drásticamente.
Antes del evento Kaizen, el cumplimiento de pedidos era un problema constante. Los pedidos no salían con suficiente rapidez y los vendedores y el servicio al cliente tenían que actualizar constantemente a los clientes sobre los envíos.
Después del evento Kaizen, solo 3 de los próximos 300 envíos no salieron dentro de las 24 horas. Esto resultó en un increíble promedio de envío el mismo día del 98.9% en 24 horas, algo completamente inédito antes de la realización del evento Kaizen.
Las mejoras en la estación de picking, la actualización de la hoja de instrucciones de la lista de picking, el contador digital y la nueva estación de empaque con sus alfombras de movimiento condujeron a una reducción del desperdicio de movimiento y los viajes innecesarios. Los tiempos de picking mejoraron drásticamente y las interrupciones ya no eran un problema.
En todos los aspectos medibles, la ergonomía mejoró. La eliminación de las antiguas estanterías Flexpipe eliminó un posible riesgo de tropezar, el rediseño de la estación de picking garantizó que solo se recogieran cajas abiertas y ligeras de consumibles, y el rediseño de la estación de empaque móvil y la inclusión de las alfombras de movimiento significaron menos manejo de cajas pesadas y mucho menos agacharse y levantar.
Es importante señalar que Kaizen no es un evento único. Kaizen es un proceso de mejora continua sin fin donde cada empleado del almacén debe estar siempre pensando en cómo las pequeñas mejoras pueden llevar a grandes ganancias en la eficiencia del almacén.
Si eres un gerente o supervisor de almacén que está considerando realizar tu propio evento Kaizen y estás interesado en cómo el equipo de Flexpipe puede ayudar, contáctanos ahora.
Para conocer más sobre los estudios de caso de Flexpipe donde los clientes han logrado eficiencias increíbles utilizando el sistema de tubos y uniones de Flexpipe para sus estructuras de manejo de materiales, visita nuestra sección de estudios de caso.
Obtén nuestra guía gratuita de 57 páginas que incluye :
*Disponible solo en inglés