



How a Modular and Scalable Lean Flexpipe WIP Cart Dramatically Reduces Bottlenecks, Improves Workflow, and Increases Efficiency and Production Throughput.
In lean manufacturing, a work-in-process (WIP) cart is critical to eliminating waste and ensuring high efficiency and improved productivity. However, a steel-welded WIP cart is not lean. A steel-welded WIP handling cart can’t be modified without substantial costs and extended downtime.
What is needed is a WIP storage cart made from Flexpipe steel tubes, joints, and accessories that can be modified as lean manufacturing needs evolve. A Flexpipe mobile WIP cart eliminates bottlenecks, reduces damage to semi-finished parts, increases visibility, and ensures a customized location for all work-in-process and semi-finished parts.
The result is a modular and scalable WIP storage cart whose layout, dimensions, levels, and bin storage can all be customized and modified to keep up with changing production requirements.
From improving workflow, mitigating damage, freeing up excess WIP inventory, to reducing the costs of material handling structures, the Flexpipe solution is the ultimate lean manufacturing accessory.
A work-in-process cart is a temporary storage cart that holds and moves semi-finished parts between lean manufacturing workstations.
In lean manufacturing environments, continuous improvement is an absolute must. As such, a modular WIP cart must accommodate changing production requirements, meaning production teams must be able to modify the cart’s size and layout as needed.
Steel-welded carts and fixed carts do not allow for that change. However, Flexpipe does.
There are several variations of WIP Carts. These include kitting and picking carts and tugger carts.
A manufacturing kitting cart is used to gather all the materials and subcomponent parts needed to make and assemble a specific volume of finished goods. Kitting carts have locations for customized trays and bins as well as a leveled surface.
The materials and subcomponent parts in kitting carts are linked to manufacturing work orders, which define the type of product being manufactured and assembled, as well as the volume needed.


Picking carts are essentially order fulfillment carts. They are used with warehouses to allow inventory personnel to pick parts to complete a given customer order. In this case, the picking carts allow the warehouse employee to pick finished parts stored on inventory shelves. These picking carts typically have a leveled surface for easy counting and for storing an RFID scanner.
Tugger carts are connected carts that are either manually pulled by a production or warehouse employee or pulled by a battery-operated tugger.
While small tugger carts can sometimes be pulled by a production employee, the most ergonomic and safety-first solution includes carts being pulled by a battery-operated tugger. This allows the employee to maneuver the tugger carts without any strain.

Within lean manufacturing environments, controlling the volume of work-in-process (WIP) parts is critical to maintaining a manageable and uninterrupted workflow without delays, waste, extra costs, or bottlenecks. It’s a balancing act: Too high a volume of WIP leads to overproduction and waste, while too low a volume of WIP leads to production inefficiency and lost time.
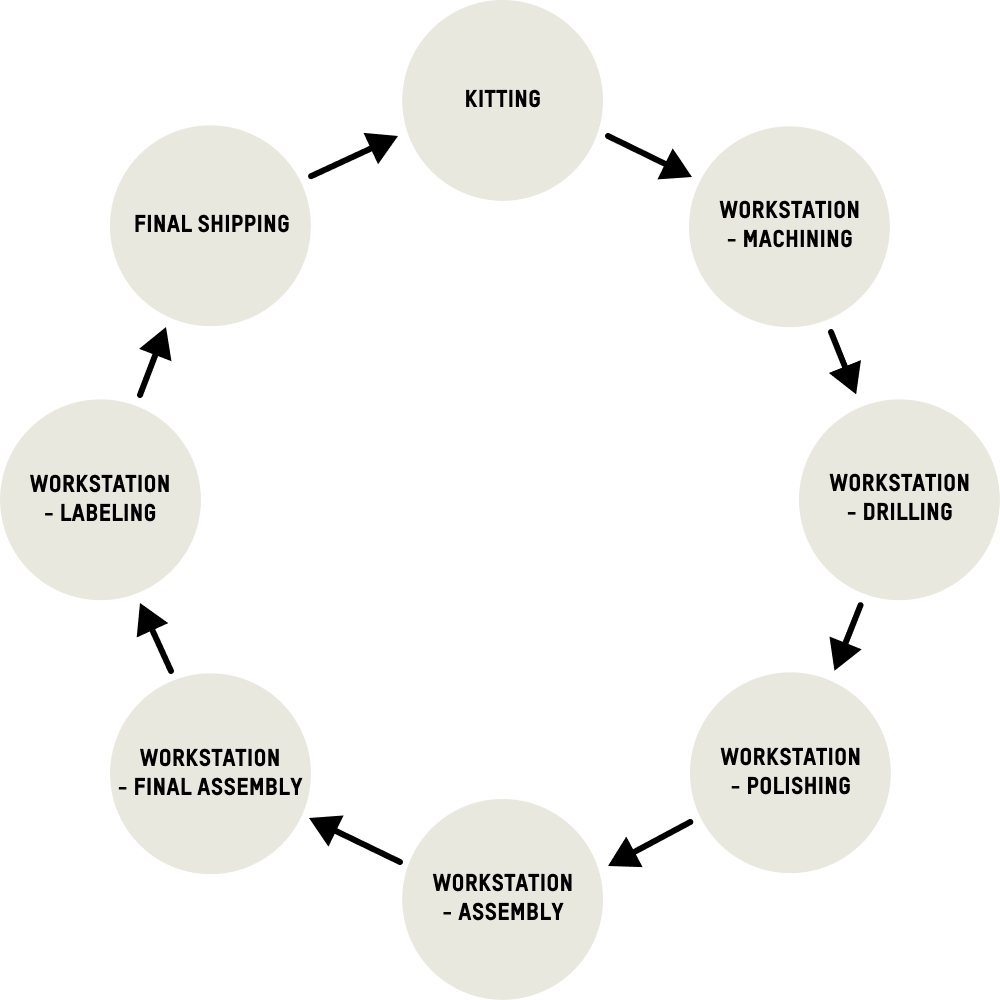
Within any lean manufacturing production process, a part has a beginning and an end. Materials are kitted and transported to the first workstation within a kitting cart. That workstation performs its work task, and the semi-finished part moves to the next workstation or chain in the production process. The kitting cart moves the semi-finished goods to each adjacent workstation until the part is finished and ready to ship.
If there is too much WIP, then bottlenecks occur, and the entire chain can suffer lost time where employees are paid without enough work. Conversely, if there isn’t enough WIP, then the same result occurs as some workstations will have production employees sitting idle, waiting for work.
The following approaches are commonly used in lean manufacturing environments to better manage WIP levels. In practice, achieving optimal WIP control often requires a combination of these methods rather than relying on a single approach.
In a one-piece flow system, products move through the production process one unit at a time instead of in batches. This reduces the amount of WIP in circulation and helps create a more balanced and continuous flow.
Reality : In practice, very few manufacturing environments can fully implement one-piece flow. Producing one unit at a time often limits the ability to achieve economies of scale and may not be viable for all operations.
Pull systems are demand-driven, meaning production is triggered by actual customer orders rather than forecasts. To maintain efficiency and avoid the limitations of one-piece flow, manufacturers typically define a minimum order quantity (MOQ).
Reality : While pull systems improve WIP control, they also introduce complexity. Manufacturers must account for product variability, as different configurations often require unique setups and have varying cycle times.
Every operation has a defined cycle time. Continuously improving cycle times enables each workstation to increase its output and overall productivity. Continuous improvement initiatives that reduce assembly time directly contribute to higher throughput.
Reality : While cycle time management is fundamental in lean manufacturing, the real objective is to balance production across all workstations. Increasing throughput at one station can create downstream bottlenecks if the next process cannot keep pace.
Buffer management involves maintaining a controlled level of inventory between workstations. This ensures that each station has enough work to operate efficiently without interruptions or idle time.
Reality : Although buffers help stabilize production flow, they must be carefully managed. Excess buffer inventory can interfere with responsiveness to actual customer demand and lead to inefficiencies.
The ultimate benefit of WIP control is waste reduction. The ideal WIP volume means your manufacturing doesn’t encounter the high costs associated with excess inventory, lost, idle or downtime in workstations, and excess semi-finished part handling.
In lean manufacturing environments, change is a constant. Production requirements, part sizes, materials, consumables, and production layouts all change.
Continuous improvement is about always striving to be better. Whether it’s modifying a production line, workstation, lean work cell, or trying to find the perfect WIP volume, none of these pursuits work with steel-welded carts or steel-welded workstations and material handling structures.
Steel-welded and fixed-in-place material handling solutions can’t be changed without incurring weeks of downtime and significant rework costs.
In every measurable way, a modular Flexpipe material handling structure is vastly superior.
The primary purpose of WIP carts is to move semi-finished parts from one production stage (workstation) to the next. You’ll find WIP carts moving parts from machining and drilling to polishing and assembly. They are also found near testing stations and in-process quality control stops. From moving semi-finished parts through each workstation to moving finished parts to packaging and labeling, WIP carts are everywhere.
WIP carts are designed to transport semi-finished parts between workstations. They support controlled workflow and are essential for managing WIP levels and buffer zones within production environments.
Flow racks, on the other hand, are static storage systems used to organize materials and consumables. They hold bins on inclined levels, allowing items to flow forward for easy access and efficient replenishment.
WIP Carts :
Move semi-finished parts between production stages.
Flow Racks :
Inventory presentation where material bins sit on angled shelves.

A mobile flow rack is less of a WIP cart and more of a bin-retrieving solution that is immediately positioned beside a given lean workstation or work cell. A mobile flow rack is a material handling solution that provides the consumables the assembly technician needs to complete a given work task.
Mobile flow racks are often considered line-side racks because they are positioned alongside a given production line. Each level of the flow rack is angled at 15 degrees, and there is a stopper on each level to hold the bins in place.
Technicians take bins from the front, and support personnel replace bins from the back. This simple solution keeps assembly employees within their workstations and working, instead of having to leave to retrieve material bins.
There are several common mistakes that lean manufacturing environments make with WIP management. First, they don’t have sufficient WIP control. Second, they tend to use too large a buffer inventory, and too much inventory is costly.
Third, overloading a mobile WIP cart is another all-too-common mistake that leads to damaged WIP or semi-finished parts. This is common with steel-welded carts, but less of a concern with Flexpipe WIP carts, as a Flexpipe WIP cart can be customized to hold a specific amount of parts.
Not maintaining proper visibility on WIP volumes and not properly adjusting for changing product dimensions and requirements are other problems. Both are more common with steel-welded carts and less common with a Flexpipe WIP cart.
A work-in-process (WIP) cart is used in manufacturing to move semi-finished parts from one workstation to the next. It improves workflow while allowing workers to transport semi-finished parts through each production stage. A modular WIP cart made from Flexpipe steel tubes and joints can be customized to the specific size of the semi-finished parts to reduce the likelihood of part and material damage.
The weight a WIP cart can support depends on the cart’s design, materials, and the type of casters. Most industrial WIP carts can hold anywhere from 200 to 1,100 pounds. However, the weight a custom-designed and assembled Flexpipe mobile WIP cart can support is determined using the deflection calculator.
A mobile WIP cart is often preferred over pallets within manufacturing because a WIP cart is specifically designed to improve workflow between adjacent workstations. While a WIP cart is moved by production employees, a pallet often must be moved by forklift, given that pallets are more often used to transport heavy raw materials.
A steel-welded WIP cart cannot be modified without incurring high costs and a long lead time, but a modular, scalable Flexpipe WIP cart can easily be modified by manufacturing employees. A Flexpipe WIP cart can be changed as needed and modified on-site by production employees within a half hour to an afternoon, depending on the change required.
Yes. A mobile WIP cart is ideal for moving semi-finished parts between workstations within lean manufacturing environments. A modular WIP cart can minimize transit times, reduce unnecessary movements, improve production processes, increase organization, and improve efficiencies while ensuring a more streamlined workflow with fewer roadblocks or idle time.
Lean manufacturing environments thrive on lean workflow control. That requires a willingness to constantly tweak and adjust your WIP to the ideal volume. However, it’s never a one-time effort. Lean manufacturing means constant change and continuous improvement never ends.
A lean manufacturing facility requires a cost-effective material handling system that allows for quick and immediate changes that are affordable, easy to initiate, and do not lead to substantial downtime.
The Flexpipe material handling system is the ultimate lean manufacturing and continuous improvement solution.