





How a Modular and Scalable Lean Flexpipe WIP Cart Dramatically Reduces Bottlenecks, Improves Workflow, and Increases Efficiency and Production Throughput.
In lean manufacturing, a work-in-process (WIP) cart is critical to eliminating waste and ensuring high efficiency and improved productivity. However, a steel-welded WIP cart is not lean. A steel-welded WIP handling cart can’t be modified without substantial costs and extended downtime.
What is needed is a WIP storage cart made from Flexpipe steel tubes, joints, and accessories that can be modified as lean manufacturing needs evolve. A Flexpipe mobile WIP cart eliminates bottlenecks, reduces damage to semi-finished parts, increases visibility, and ensures a customized location for all work-in-process and semi-finished parts.
The result is a modular and scalable WIP storage cart whose layout, dimensions, levels, and bin storage can all be customized and modified to keep up with changing production requirements.
From improving workflow, mitigating damage, freeing up excess WIP inventory, to reducing the costs of material handling structures, the Flexpipe solution is the ultimate lean manufacturing accessory.
A work-in-process cart is a temporary storage cart that holds and moves semi-finished parts between lean manufacturing workstations.
In lean manufacturing environments, continuous improvement is an absolute must. As such, a modular WIP cart must accommodate changing production requirements, meaning production teams must be able to modify the cart’s size and layout as needed.
Steel-welded carts and fixed carts do not allow for that change. However, Flexpipe does.
There are several variations of WIP Carts. These include kitting and picking carts and tugger carts.
A manufacturing kitting cart is used to gather all the materials and subcomponent parts needed to make and assemble a specific volume of finished goods. Kitting carts have locations for customized trays and bins as well as a leveled surface.
The materials and subcomponent parts in kitting carts are linked to manufacturing work orders, which define the type of product being manufactured and assembled, as well as the volume needed.


Picking carts are essentially order fulfillment carts. They are used with warehouses to allow inventory personnel to pick parts to complete a given customer order. In this case, the picking carts allow the warehouse employee to pick finished parts stored on inventory shelves. These picking carts typically have a leveled surface for easy counting and for storing an RFID scanner.
Tugger carts are connected carts that are either manually pulled by a production or warehouse employee or pulled by a battery-operated tugger.
While small tugger carts can sometimes be pulled by a production employee, the most ergonomic and safety-first solution includes carts being pulled by a battery-operated tugger. This allows the employee to maneuver the tugger carts without any strain.

Within lean manufacturing environments, controlling the volume of work-in-process (WIP) parts is critical to maintaining a manageable and uninterrupted workflow without delays, waste, extra costs, or bottlenecks. It’s a balancing act: Too high a volume of WIP leads to overproduction and waste, while too low a volume of WIP leads to production inefficiency and lost time.
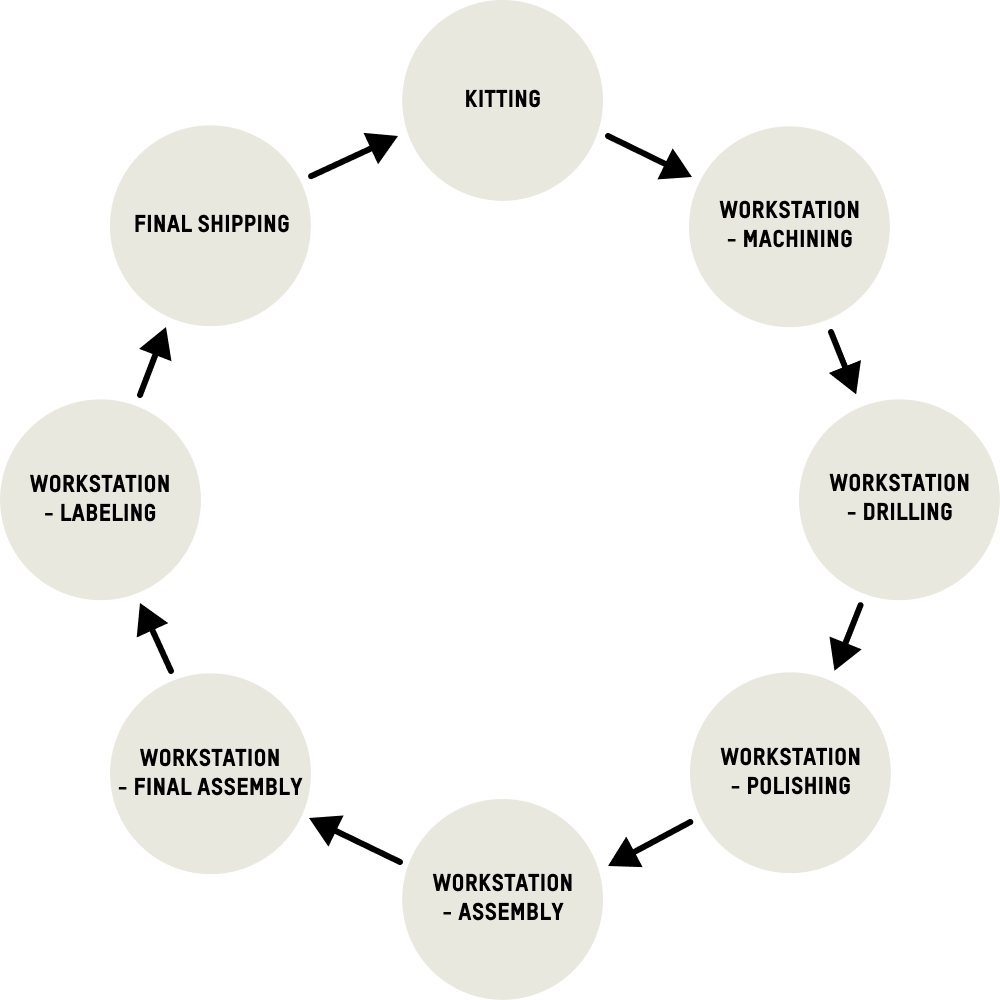
Within any lean manufacturing production process, a part has a beginning and an end. Materials are kitted and transported to the first workstation within a kitting cart. That workstation performs its work task, and the semi-finished part moves to the next workstation or chain in the production process. The kitting cart moves the semi-finished goods to each adjacent workstation until the part is finished and ready to ship.
If there is too much WIP, then bottlenecks occur, and the entire chain can suffer lost time where employees are paid without enough work. Conversely, if there isn’t enough WIP, then the same result occurs as some workstations will have production employees sitting idle, waiting for work.
The following list outlines possible solutions for lean manufacturing environments wanting greater control over the WIP volumes. Ultimately, it can be a combination of processes that lead to the ultimate WIP volume.
With one-piece flow, a single part moves through production instead of large batches. This minimizes WIP going through production and results in a more balanced WIP flow.
Reality : Unfortunately, very few manufacturing environments can benefit from a one-piece flow process. Producing one unit at a time doesn’t allow manufacturers to benefit from economies of scale.
Demand-driven production processes ensure that production only starts upon receiving a customer order. To avoid the “one-piece flow” issues, manufacturers will often set a minimum order quantity (MOQ).
Reality : Pull systems help control WIP volumes, but manufacturers running pull systems must account for the many product variations that customers may choose. Each of these variations needs different setups and has different cycle times.
Every work task has a cycle time. Constantly striving to improve cycle times helps the workstation produce more. Continuous improvement processes that lower assembly cycle times help to increase a workstation’s throughput.
Reality : While cycle time management is essential in any lean manufacturing environment, it’s ultimately about finding a production volume balance between each workstation.A higher throughput from one workstation could create a backlog if the next workstation can’tkeep up.
This process includes maintaining a small, controlled amount of inventory between each workstation. It ensures each workstation has sufficient work, and its employees don’t encounter lost or idle time.
Reality : This process can help control WIP, but manufacturers must ensure that these buffer volumes of semi-finished parts don’t interfere with next-demand requirements from customers.
The ultimate benefit of WIP control is waste reduction. The ideal WIP volume means your manufacturing doesn’t encounter the high costs associated with excess inventory, lost, idle or downtime in workstations, and excess semi-finished part handling.
In lean manufacturing environments, change is a constant. Production requirements, part sizes, materials, consumables, and production layouts all change.
Continuous improvement is about always striving to be better. Whether it’s modifying a production line, workstation, lean work cell, or trying to find the perfect WIP volume, none of these pursuits work with steel-welded carts or steel-welded workstations and material handling structures.
Steel-welded and fixed-in-place material handling solutions can’t be changed without incurring weeks of downtime and significant rework costs.
In every measurable way, a modular Flexpipe material handling structure is vastly superior.
The primary purpose of WIP carts is to move semi-finished parts from one production stage (workstation) to the next. You’ll find WIP carts moving parts from machining and drilling to polishing and assembly. They are also found near testing stations and in-process quality control stops. From moving semi-finished parts through each workstation to moving finished parts to packaging and labeling, WIP carts are everywhere.
WIP carts transport semi-finished goods from one workstation to the next. They ensure a steady workflow and are critical solutions for controlled buffers.
A flow rack is a structure that retains consumables and materials for inventory by holding them in material bins that are positioned on angled shelves.
WIP Carts :
Move semi-finished parts between production stages.
Flow Racks :
Inventory presentation where material bins sit on angled shelves.

A mobile flow rack is less of a WIP cart and more of a bin-retrieving solution that is immediately positioned beside a given lean workstation or work cell. A mobile flow rack is a material handling solution that provides the consumables the assembly technician needs to complete a given work task.
Mobile flow racks are often considered line-side racks because they are positioned alongside a given production line. Each level of the flow rack is angled at 15 degrees, and there is a stopper on each level to hold the bins in place.
Technicians take bins from the front, and support personnel replace bins from the back. This simple solution keeps assembly employees within their workstations and working, instead of having to leave to retrieve material bins.
There are several common mistakes that lean manufacturing environments make with WIP management. First, they don’t have sufficient WIP control. Second, they tend to use too large a buffer inventory, and too much inventory is costly.
Third, overloading a mobile WIP cart is another all-too-common mistake that leads to damaged WIP or semi-finished parts. This is common with steel-welded carts, but less of a concern with Flexpipe WIP carts, as a Flexpipe WIP cart can be customized to hold a specific amount of parts.
Not maintaining proper visibility on WIP volumes and not properly adjusting for changing product dimensions and requirements are other problems. Both are more common with steel-welded carts and less common with a Flexpipe WIP cart.
Load capacity in a Flexpipe WIP cart is determined by the longest unsupported pipe span on each level, not the cart as a whole. Flexpipe provides a free online loading capacity tool where you enter the pipe length and wall thickness for each structural span, and the tool returns the maximum safe load for that section. Calculate every level independently, using the heaviest semi-finished part load that level will ever carry. If a level falls short of your requirement, adding a mid-span support pipe and two joints typically costs under $10 and significantly increases capacity.
Yes. Flexpipe offers a full range of ESD-safe components — black ESD-coated pipes, ESD-safe joints, static-dissipative decking surfaces, and conductive casters — that can be combined to build a WIP cart compliant with ANSI/ESD S20.20. This is essential in U.S. electronics manufacturing and aerospace assembly where semi-finished PCBs, sensors, or avionics sub-assemblies must remain protected from electrostatic discharge as they move between workstations. ESD casters maintain a continuous grounded path to the floor throughout transit, ensuring the cart itself never becomes a static discharge risk. See the full ESD product range at the Flexpipe ESD protection page.
OSHA’s general industry ergonomics guidelines (29 CFR 1910) identify manual lifting, carrying, and awkward postures as leading causes of musculoskeletal disorders in U.S. manufacturing workers. A Flexpipe WIP cart addresses these risks by replacing manual carrying of semi-finished parts with a wheeled cart that operators push at a comfortable handle height. Shelf heights are fully adjustable so parts load and unload at knuckle-to-elbow height, eliminating floor-level bending. Casters with foot-operated brakes lock the cart during loading and unloading, preventing rollback. Kaizen foam inserts protect parts and remove the need to search and reposition items, reducing repetitive reach motions on the production floor.
Flexpipe WIP carts support several visual management techniques standard in U.S. lean plants. Color-coded pipes identify which workstation or stage a cart belongs to — blue for standard WIP, red for urgent or quarantined parts, black for ESD zones. Plastic label holders clip onto any 28mm pipe section to display work order numbers, part numbers, or stage identifiers at a glance. A maximum-fill line marked on each shelf compartment makes WIP volume immediately visible to supervisors and prevents overloading. These visual controls directly support 5S and daily management systems without adding cost or complexity. Browse real-world implementations in the Flexpipe case study library.
Simple modifications — changing a shelf height, adding or removing a level, repositioning a bin divider, or swapping a caster — typically take 15 to 30 minutes using only an Allen key. A more significant rebuild, such as changing overall cart dimensions or adding roller track lanes for a new part family, can be completed within an afternoon by one or two production employees with no outside help or fabrication costs. This contrasts with a steel-welded WIP cart, where any structural change requires an external contractor and lead times measured in weeks. For free downloadable WIP and transport cart plans, visit the Flexpipe free plans gallery.
Flexpipe ships standard pipe, joint, caster, and accessory components across the contiguous United States, with most in-stock orders fulfilled and dispatched within 1 to 3 business days. A pre-cut pipe service is available for facilities that want to minimize floor preparation time — pipes arrive already cut to your specified lengths, ready to assemble. For multi-site rollouts or facilities needing fully assembled WIP carts delivered ready to use, Flexpipe’s turnkey design and assembly service covers the entire process. Full shipping options are on the Flexpipe shipping page.
Lean manufacturing environments thrive on lean workflow control. That requires a willingness to constantly tweak and adjust your WIP to the ideal volume. However, it’s never a one-time effort. Lean manufacturing means constant change and continuous improvement never ends.
A lean manufacturing facility requires a cost-effective material handling system that allows for quick and immediate changes that are affordable, easy to initiate, and do not lead to substantial downtime.
The Flexpipe material handling system is the ultimate lean manufacturing and continuous improvement solution.