





Les industries de l’emballage et du carton ondulé doivent mettre les bouchées doubles afin de répondre à la demande grandissante du secteur d’activité. La hausse significative du commerce électronique force les joueurs à revoir leur méthode de travail. Une interview avec le consultant et co-propriétaire de Quadrant5 Leslie Pickering, traite des améliorations de méthode de travail et des procédés afin d’accroitre la productivité des fabricants dans cette industrie du papier-carton.
Son approche se concentre sur les bénéfices du lean manufacturing, ce texte présente donc essentiellement de quelques principaux gaspillages manufacturiers, de 12 réussites lean suite à l’implantation du système proposé, du paradigme lié à l’égard de la résistance au changement ainsi que de système de manutention favorisant la créativité des employés.

-Les 5 tendances qui dominent l’industrie de l’emballage ondulé
-Pourquoi déployer tant d’efforts pour implémenter le Lean?
-Les 12 réussites d’une entreprise après l’implantation du Lean
-La résistance au changement est inévitable
-Système de manutention de matériaux pour le lean manufacturing
Leslie A. Pickering est copropriétaire de Quadrant5, une firme de consultation basée à San Francisco (Californie) spécialisée dans le lean manufacturing. Il cumule plus de 40 ans d’expérience professionnelle dans l’amélioration de processus, de la fabrication et des opérations, et ce, à l’échelle internationale. Il est formellement reconnu comme spécialiste du Toyota Production System (TPS) ayant implémenté des méthodologies de transformation au sein des secteurs de l’emballage, des breuvages, d’entreposage, du plastique et de l’automobile.
En ce qui a trait spécifiquement aux industries de carton ondulé et d’emballage, Leslie affirme sans équivoque « Amazon et les ventes Internet entrainent un changement profond dans le marché. Nous fabriquons plus de boites que jamais et il faut que ce soit vite! Internet a amené une nouvelle contrainte de temps. »
En 2016, les envois qui proviennent des fabricants de carton ondulé ont augmenté de 2,1 %. Selon le rapport de Smithers, le commerce électronique aidera le secteur à croitre de 3,7 % annuellement et son chiffre d’affaires devrait avoisiner les 300 milliards en 2023.
 Photo: L’horaire des opérateurs des machines HP 17000 est dorénavant situé sur la console principale ce qui élimine donc la nécessité d’un système d’affectation en format papier. En maintenant son environnement numérique à jour, davantage d’emballage sont produits sans l’utilisation d’outils.
Photo: L’horaire des opérateurs des machines HP 17000 est dorénavant situé sur la console principale ce qui élimine donc la nécessité d’un système d’affectation en format papier. En maintenant son environnement numérique à jour, davantage d’emballage sont produits sans l’utilisation d’outils.
À l’heure actuelle, on dénombre quelque 2000 entreprises actives dans le secteur de l’emballage en carton ondulé aux États-Unis et celles-ci emploient plus de 141 000 personnes. Les 4 fabricants majeurs détiennent une part de 33,1 % de l’industrie; WestRock figure en tête de liste. Selon le Fibre Box Association, l’industrie du carton ondulé se consolide depuis 2016, soit de 690 à 465 usines, Leslie s’attend à ce que cette consolidation dans le marché se poursuive au cours des 5 prochaines années.
Je m’attends à de plus en plus de consolidation dans le marché au cours des prochaines années.Leslie Pickering – Coppropriétaire de Quadrant5

L’arrivée du nouveau joueur européen DS Smith aura sans aucun doute comme effet d’accroitre le potentiel du marché. « Leur approche, basée sur les meilleures pratiques, obligera l’industrie à s’améliorer. » Selon Leslie Pickering. DS Smith figure parmi les 6 plus gros vendeurs en Europe, soit Georgia-Pacific, International Paper, Mondi, Smurfit Kappa et WestRock.
En 2017, DS Smith a fait son entrée aux États-Unis en se portant acquéreur à 80 % de Interstate Resources et de leurs 24 sites de fabrication. Leslie affirme sans détour que « les fabricants de carton ondulé devront améliorer leurs opérations avec DS Smith dans le marché. Ces derniers achètent leur papier de façon judicieuse, appliquent des procédés de fabrication très efficaces, puis ils ont un nouvel aménagement d’usine en plus de nouvelles technologies. »
J’ai également visité deux usines DS Smith au Royaume-Uni et je peux confirmer qu’elles sont très efficaces!Pierre Audet – Président chez Proden – Un fabricant de matrices plates et rotatives, basé à Montréal, Toronto et Mexico.

Toyota Production System (TPS) a introduit les principes de lean manufacturing en Amérique et ceux-ci se sont largement répandus chez les constructeurs automobiles depuis les années 90. Or, cette influence s’est également étendue à leurs fournisseurs. Étant donné que Leslie travaille avec des entreprises de diverses industries, surtout les fabricants de carton ondulé, il est en mesure de constater que les secteurs du carton ondulé et de l’emballage accusent un retard de 10 ans par rapport à d’autres secteurs, tels les constructeurs automobiles.
Les fabricants de carton ondulé dépensent des millions en achat d’équipement, mais minimisent l’impact du matériel de manutention, de la formation et de l’aménagement du plancher de production. Or, ces facettes ont des répercussions importantes sur la productivité des machines! Plusieurs fabricants de l’industrie concentrent leurs efforts à produire des boites, et non sur le processus de fabrication en tant que tel. Voilà comment se distingue un manufacturier sophistiqué où de bons processus alliés à des gens qui y adhèrent assure une solide production.
L’accent est trop mis sur la fabrication de boîtes et pas assez sur les processus de fabrication des boîtes.
Plusieurs raisons motivent l’intégration des principes lean aux opérations d’une entreprise:
Des entreprises performantes, tant au point de la fabrication qu’aux ventes et dont leurs marges oscillent entre 8,5 % et 11 %, estiment qu’elles laissent 3 % ou 4 % sur la table. Elles doivent améliorer leurs procédés et leur efficacité en général de façon à capter ces quelques points de pourcentage manquants. « Les gens misent leurs efforts sur la fabrication des boites plutôt que sur les procédés. » C’est sur ce dernier point que la transition doit s’opérer. Nombreux sont les fabricants de carton ondulé qui ont des ventes et des équipes de ventes exceptionnelles. Toutefois, des lacunes résident dans leurs processus sur le plancher de production; elles doivent les rectifier pour améliorer leurs marges.
L’entreprise Color Resolutions International, fournisseur d’encre à des fabricants issus d’industries multiples, a intégré les principes Lean en 2002. George Sickinger, président et directeur général, explique, « l’entreprise entamait la construction d’une nouvelle usine et voulait y intégrer le Lean dans son installation. C’était donc l’occasion parfaite d’implémenter les procédés, de la conception du bâtiment jusqu’aux processus de fabrication. Cet investissement tombait à point. »
Lorsqu’une entreprise amorce une intégration Lean, Leslie et son équipe commencent habituellement par un audit afin de révéler les points qui doivent être améliorés. Au début du processus d’implémentation, une rencontre tenue par le président est essentielle afin de communiquer l’importance du processus. Demandez à n’importe quelle entreprise qui a vécu la transformation et on vous dira que le propriétaire du projet et la haute direction doivent appuyer le projet afin d’en assurer son succès.
L’entreprise InteliCoat Technologies (intelicoat.com), fournisseur de papier couché, de film et de substrats spécialisés pour les technologies d’imagerie, a implémenté le Lean en novembre 2007. Une subvention de 400 000 $ octroyé par l’état du Massachusetts a contribué au financement du processus d’intégration. Son président sortant, Meyet Weiss, précise « Notre président a mené cet effort; sans le leadership de la haute direction, on n’aurait pu profiter des avantages du Lean. »
Plusieurs se demandent quels secteurs de l’entreprise cibler pour l’intégration du Lean. Le plus simple, c’est de commencer par un projet mis en évidence (démo), autrement connu comme un « island of excellence ». Vous pourriez, par exemple, déployer des efforts en soutien aux actions relatives à un processus qui exige un investissement important ou encore celui qui a le plus de visibilité, vu le nombre de personnes qui passent devant. Vous pourriez aussi concentrer vos efforts sur le processus qui génère le plus de rendement.
L’on effectue souvent une implémentation Lean dans une entreprise qui compte plusieurs usines. Une fois l’implémentation terminée dans un premier emplacement, on peut poursuivre les démarches dans un deuxième lieu où les membres de l’équipe d’amélioration continue agiront dorénavant à titre de formateurs.
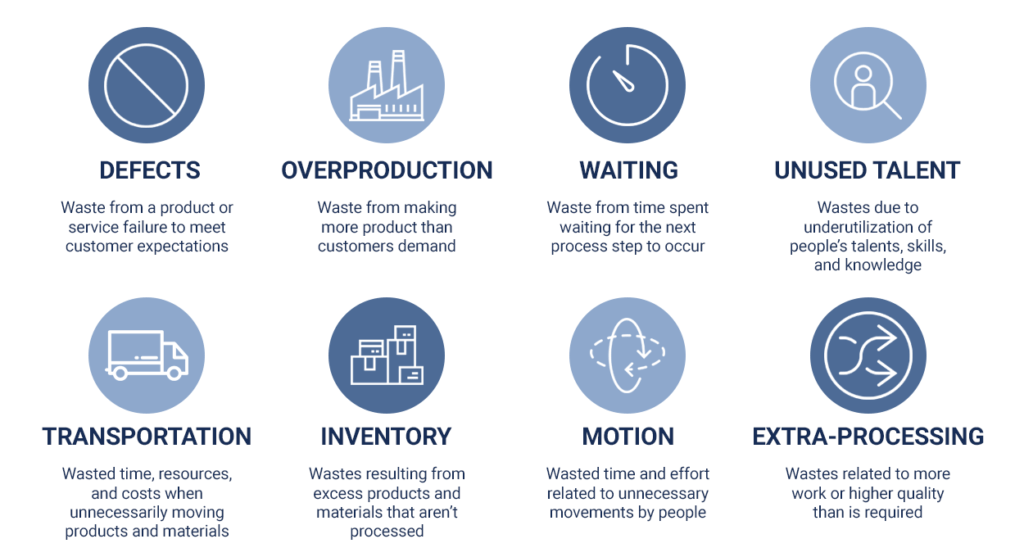
Le Toyota Production System a établi les 7 gaspillages qui n’apportent aucune valeur ajoutée au client. Ces gaspillages sont le transport inutile, le surstockage, les mouvements inutiles, le temps d’attente, la surproduction, les traitements superflus et les défauts (de production). Un 8e s’est ajouté par la suite, soit le gaspillage du potentiel humain (sous-utilisation des compétences). Nous en dirons davantage sur ce 8e gaspillage plus loin dans l’article.
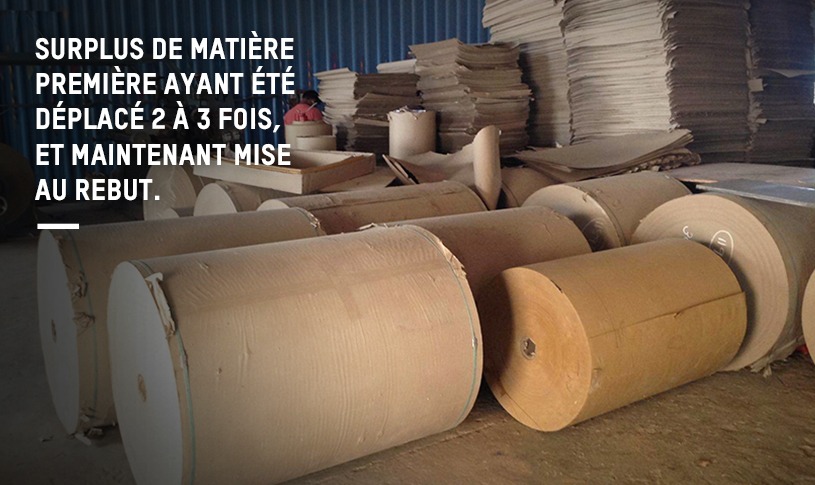

Bien gérer ses stocks tout en réduisant le surstockage est un avantage indéniable dans l’industrie de l’emballage. Non seulement les matériaux bruts accaparent une grande superficie, mais ils requièrent un investissement financier substantiel. Dans un monde idéal, l’on achèterait que la quantité nécessaire pour une commande. Toutefois, une inquiétude persiste voulant que les entreprises craignent manquer de matériaux bruts. Que font-elles alors? Elles en achètent une quantité supplémentaire afin de pallier une rupture de stock possible. Un changement de paradigme s’impose ici et serait fort bénéfique, selon Leslie.


Les mouvements inutiles sont sans conteste le gaspillage le plus important de l’industrie, explique Leslie. Des opérateurs marchent autour de leur machine sans aucune raison précise, quittent la machine pour remplir de la paperasse ou vérifient si les matériaux sont prêts pour la prochaine commande; voilà des exemples concrets de mouvements inutiles. Le problème s’accentue de façon marquée lorsqu’il est question d’équipement plus ancien.


La surproduction est monnaie courante dans l’industrie. La plupart des commandes correspondent à ce que nous appelons « +/- 10 % ». Ainsi, une commande de 6000 boites pourrait se chiffrer finalement de 5400 à 6600 boites. « Quand on y pense, c’est vraiment une chose terrible, car les clients paient plus cher pour ce qu’ils veulent » mentionne Leslie. « Ces frais de 10 % sont facturés au client, mais peuvent devenir un élément de négociation. »

Le temps d’attente est un autre gaspillage, soit l’attente de la prochaine commande ou de matériaux tels que papier, outils, encre ou documents. Lorsque les employés ou les opérateurs sont en mode « attente », cela représente une perte de temps importante et n’apporte aucune valeur ajoutée au client. Si une pièce doit être changée, une machine nécessite une réparation, des consignes sont nébuleuses ou un outil est manquant (qui devrait pourtant être à portée de main), on perd de précieuses minutes sur la chaine de fabrication. Comme le dit si bien le proverbe : « Le temps, c’est de l’argent ».

Le système pull (production à la demande du client) est en place dans l’ensemble des étapes de production. Des visuels précis sont présents dans l’usine pour indiquer la succession des étapes. Les niveaux de production sont ajustés périodiquement afin de refléter les commandes de clients. Les règles Kanban sont établies et adhérées par tous. De plus, la quantité Kanban par contenant est minime.
#kanban #heijunka #potentielhumain #rolesdefinis
 Photo: La mise en place d’un système Kanban permet la gestion des stocks, même pour le papier à impression des postes de travail.
Photo: La mise en place d’un système Kanban permet la gestion des stocks, même pour le papier à impression des postes de travail.
Le travail est bien équilibré, sans aucun temps d’attente entre chaque cycle. Les consignes d’opérations sont établies selon la production cyclique et horaire; elles sont compilées et connues de tous les employés. Les consignes sont respectées dans l’ensemble de l’usine et sont périodiquement vérifiées et mises à jour. En général, les tâches normalisées sont simples et sont plus accessibles aux employés qui exercent d’autres tâches tels que les superviseurs et conducteurs de chariots élévateurs.
#tachesequilibres #tachesnormalisees #taktime #tempsdecycle #celluledetravail
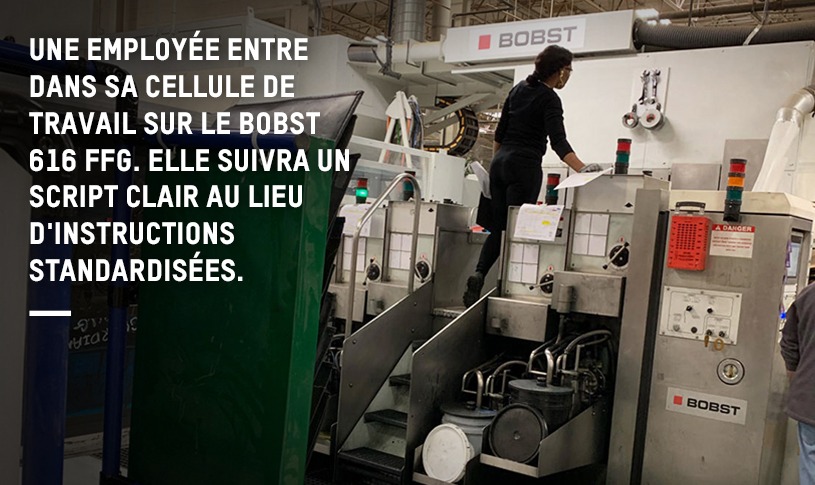
Photo: Une employée entre dans sa cellule de travail sur le Bobst 616 FFG. Elle suivra un script clair au lieu d’instructions standards.
L’équipe de changement doit inclure les opérateurs et le processus de passage doit s’effectuer le plus rapidement possible (idéalement, en moins de 10 minutes, en fonction du processus). Le processus est standardisé à travers l’usine. Une cellule de travail exemplaire sert à titre de vitrine et des événements kaizen ont fréquemment lieu afin d’améliorer le temps de passage. Il existe un bon ratio entre ce dernier et la production. La préparation des matières premières et autres activités à l’extérieur de la chaine de fabrication sont maximisées, et ce, sans devoir arrêter les machines. L’on applique un code de couleur aux gabarits, matrices d’outils et autres pièces d’équipement.
#5s #configuration #travailstandardise #tempsdepassage
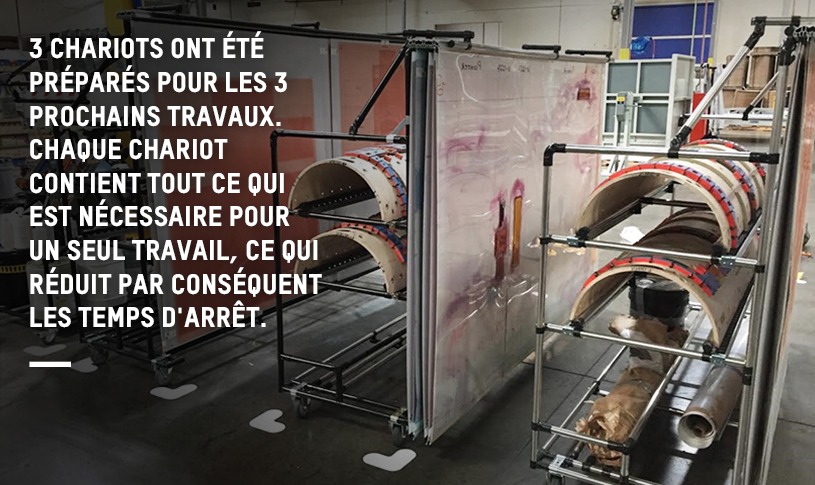
Photo: 3 chariots ont été préparés pour les 3 prochains travaux. Chaque chariot contient tout ce qui est nécessaire pour un seul travail, ce qui réduit par conséquent les temps d’arrêt.
Tous les procédés sont établis : les produits, composants et matériaux bruts circulent de manière fluide d’un procédé à l’autre, une pièce à la fois (one-piece flow). Les matériaux entrent et sortent de la cellule de travail sur un circuit préétabli. Chaque procédé est clairement associé au prochain et il est facile de suivre le cours du matériel. Les procédés secondaires (peinture, sous-traitance, etc.) sont liés ensemble, et ce, à travers l’usine.
#fluxdematiere #procedes #tempsdepassage #onepieceflow
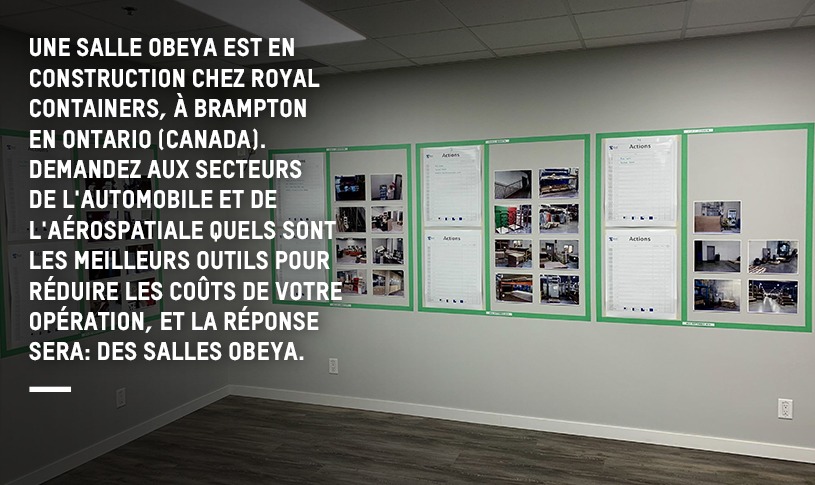
Photo: Une salle Obeya est en construction à Royal Containers – à Brampton, en Ontario. Demandez aux secteurs de l’automobile et de l’aérospatiale quels sont les meilleurs outils pour réduire les coûts de vos opérations, et la réponse sera Obeya rooms.
Les diverses pièces d’équipement sont dotées de dispositifs poka-yoke, les rendant ainsi impossibles à contourner. Ces dispositifs sont des moyens « anti-erreur » qui permettent d’éviter les erreurs d’assemblage, de montage ou de branchement. Poka-yoke est simple, robuste et rentable. Ils sont vérifiés régulièrement, étiquetés, munis d’un code de couleur et schématisés.
#pokayoke #jidoka #efficacite
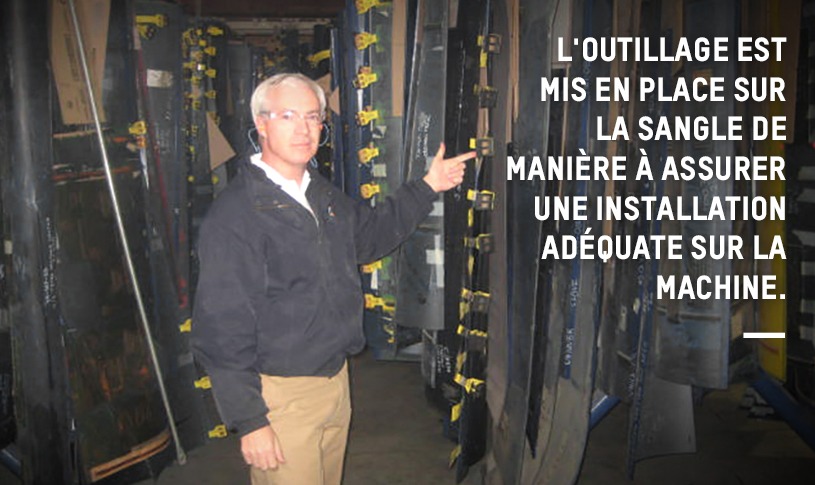
Photo: Poka-yoke – Accrocher la matrice de la bonne manière sur la sangle assure l’opérateur de la remettre de la bonne manière sur la machine.
Les gens comprennent en quoi consistent des situations normales et anormales. Un signal d’alarme (lumière/alarme, aussi appelé système andon) est en place et les opérateurs et l’équipe de gestion comprennent sa raison d’être. Lorsqu’une situation anormale se produit, des procédures sont en place et le chef d’équipe intervient rapidement. Dans le cas d’un contrôle qualité, il est facile et rapide de repérer une non-conformité à l’aide d’un indicateur visuel, comme le démontre la photo ci-dessous. Si aucun indicateur visuel n’est installé au-dessus des chargements, il s’agit d’une situation anormale et une mesure doit être prise.
#andonsystem #chefdequipe #signal #situationanormale
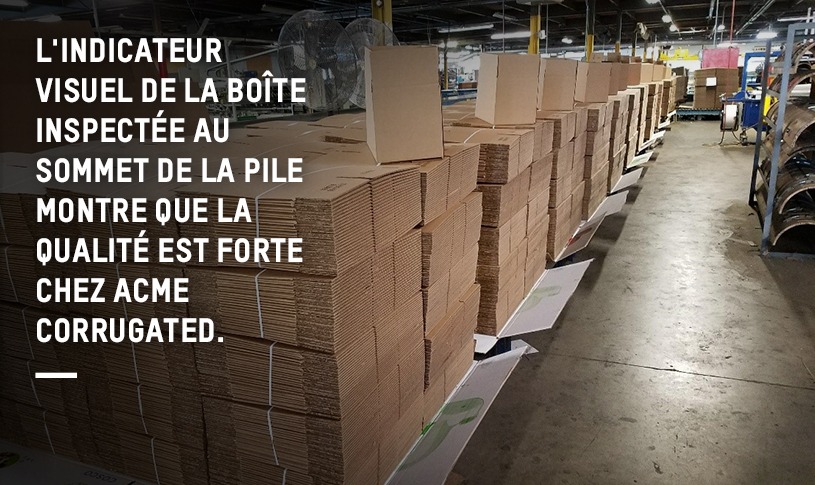
Photo: L’indicateur visuel de la boîte inspectée au-dessus de la charge du Bobst 618 FFG montre que la qualité est forte chez Acme Corrugated.
Dans le cadre d’un programme 5S, il y a une place pour chaque chose et chaque chose a sa place. Tous les employés comprennent les principes et les avantages qui en découlent. L’implantation du 5S est évidente dans l’ensemble de l’usine et des bureaux. Le 5S est soutenu par chaque membre de l’équipe au moyen de la gestion visuelle des outils et d’un horaire établi.
#5s #trier #mettredelordre #briller #standardiser #maintenir
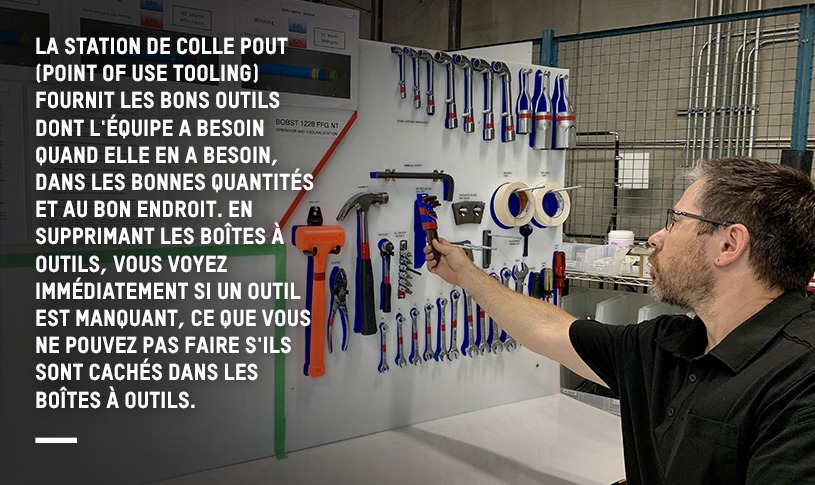
Photo: La station POUT (Point Of Use Tooling) pour FFG fournit les bons outils dont l’équipe a besoin quand elle en a besoin, dans les bonnes quantités et au bon endroit. En supprimant les boîtes à outils, vous voyez immédiatement si un outil est manquant, ce que vous ne pouvez pas faire s’ils sont cachés dans les boîtes à outils.
Tous les emplacements d’inventaire sont clairement établis et indiqués. Les structures et contenants sont étiquetés. De plus, le principe « premier entré, premier sorti » (First in, first out – FIFO) est mis en place et maintenu. Les niveaux d’inventaire (min/max) sont ajustés régulièrement de façon à refléter les fluctuations liées à l’usage. Des contrôles visuels sont utilisés afin de prévenir les mélanges de pièces et les débordements.
#fifo #minmax #contenants
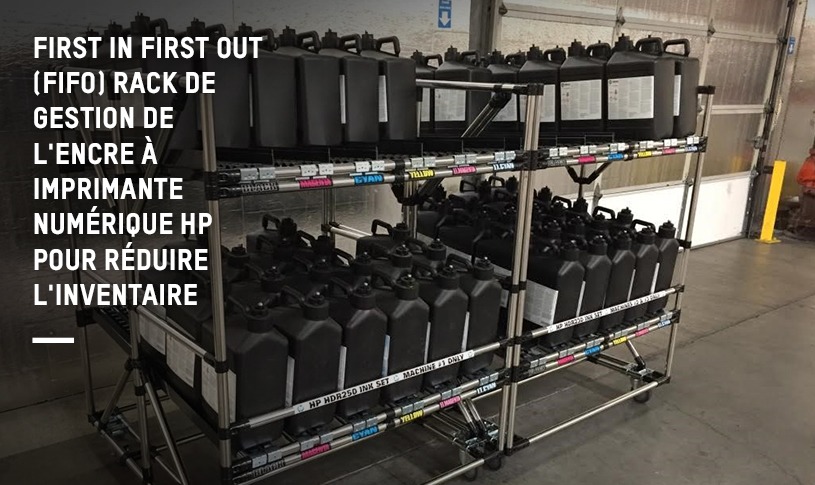
Photo: First in first ou (FIFO) Rack de gestion d’encre pour réduire le stock d’imprimantes numériques HP.
Le kaizen et les avantages de celui-ci font partie intégrante de la culture d’entreprise. La haute direction appuie l’équipe dédiée aux activités et initiatives kaizen. Les activités de ce dernier sont planifiées, évaluées et rattachées aux objectifs corporatifs.
#kaizen #suggestions #initiatives #equipekaizen

Photo: Événement kaizen au Moonshine Shop chez Royal Container (Toronto)
Il existe un programme de formation pour tout nouvel employé et l’ensemble des employés sont formés afin d’accroitre leur polyvalence. De plus, l’on offre un programme de développement personnel/de carrière. Les statuts de formation sont affichés pour tous les employés et des sessions de perfectionnement sont également offertes de façon régulière.
#polyvalence #programmedeformation #formationkaizen
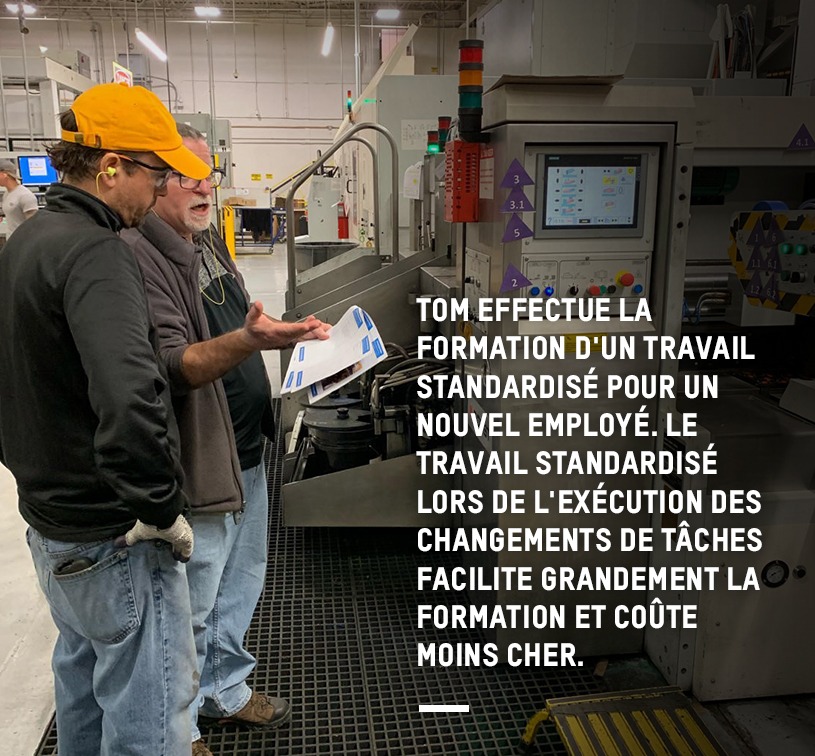
Photo: Tom effectue la formation sur un travail standardisé pour un nouvel employé. Le travail standardisé lors de l’exécution des changements de tâches facilite grandement la formation et coûte moins cher.
Des blocs de temps sont alloués à la maintenance préventive (TPM) dans l’ensemble de l’usine. L’opérateur affecté à la maintenance quotidienne est une partie intégrante du processus. Un programme de calibration d’outils est en place afin d’assurer la précision de l’équipement. Les temps d’arrêt sont comptabilisés et analysés. Les causes principales des problèmes sont déterminées et des mesures de prévention sont intégrées à la maintenance préventive.
#tpm #causesprincipales #maintenancepreventive #tempsdarret

Photo: Maintenance préventive sur un BOBST MARTINS
Tous les employés connaissent le programme de sécurité et ils y adhèrent. Le coordonnateur de sécurité participe aux audits quotidiens. Les accidents sont compilés; les mesures de prévention sont ensuite adoptées et analysées. L’équipe de direction et les visiteurs respectent les consignes du programme. Un excellent identificateur utilisé par plusieurs entreprises est le nombre d’heures travaillées par temps perdu ayant comme premier jalon 1 million d’heures travaillées sans événement ayant causé un arrêt.
#programmedesecurite #ppe #santesecurite #preventionenmilieudetravail #environnementsecuritaire
Photo: Le marquage au sol empêche les chariots élévateurs d’être à proximité des opérateurs.

Toute bonne équipe de gestionnaires sait pertinemment que les employés de l’entreprise sont au cœur de la réussite de celle-ci. Une implémentation exige que tous les participants appuient l’initiative et qu’ils travaillent de concert pour que le projet se concrétise avec succès.
Chez InteliCoats, l’ensemble des employés ont appuyé le fait que le lean manufacturing serait un avantage imbattable pour tous les employés concernés et cela s’est inscrit tout naturellement dans la culture d’entreprise.
Meyer Weiss, le président sortant de l’entreprise, explique « Le syndicat a joué un rôle capital. Pour nos employés syndiqués, en particulier, la culture Lean préserve des emplois et nous rends plus compétitifs. La direction syndicale a accueilli le Lean à bras ouverts et s’est engagé à en promouvoir les avantages tant pour les employés que pour l’entreprise. Les employés doivent voir ce qu’ils peuvent en retirer, par exemple, la simplification de tâches, une rotation de vacances plus facile, la préservation d’emplois, etc. »
Leslie Pickering ajoute « Vous devez démontrer que le processus ne sera pas simplement une nouvelle saveur du mois. »
InteliCoat, Heritage Paper, President Container ou Royal Container sont toutes des entreprises qui ont fait appel à de nombreux consultants pour établir les étapes de l’implémentation et pour former les employés. Des experts externes, tels les consultants en Lean, ont remis en question le statu quo et les paradigmes existants.
De concert avec l’équipe de Q5, les employés de Royal Containers se sont mobilisés et se sont approprié le processus afin que le projet se réalise. Dan Rudnicki, un employé de longue date, a piloté l’équipe interne pour atteindre les objectifs. Un consultant qui agit à titre de partenaire sait comment accomplir la tâche et n’hésitera pas à se mettre la main à la pâte; il ira au-delà de la création de belles présentations PowerPoint!
Kim Nelson, présidente de Royal Containers, entreprise située dans le sud de l’Ontario, explique que l’implémentation Lean commencée en 2019 se terminera avant la fin de l’année. Suivra ensuite la 2e implémentation dans leur autre usine à Brampton.
L’entreprise souhaite réduire les frais d’exploitation, améliorer la qualité avec une meilleure calibration et raccourcir le délai d’achèvement grâce à l’implantation de processus simplifiés. « Nous avons amorcé un plan d’amélioration continue pour changer l’environnement de l’usine en entier. À ce jour, nous sommes sur la bonne voie et nous adorons l’expérience. » explique Mme Nelson.

Très souvent, l’industrie emploie des structures soudées ou faites en bois. Il arrive que les structures de manutention de matériaux soient fournies par le FEO (« Fabricant d’équipement d’origine ») et soient utilisées telles quelles.

Ces chariots de transferts de matrices pour matrices rotatives, matrices plates et plaques d’imprimerie que l’on trouve sur le marché sont largement utilisés.
Ils sont faits d’acier robuste et conviennent aux matrices rotatives DRO et EVOL ainsi qu’aux matrices plates Platen et Bobst.
Cette photo provient de Wagner Die Supply, un fabricant de matrices ayant plusieurs sites aux États-Unis.

Bien que des structures en acier peuvent être utiles dans l’immédiat, elles ne suffiront plus à la tâche lors d’un changement de procédés éventuel.
Si le matériel de manutention n’est pas fourni par le FEO ou est inadéquat, le système de tubes et connecteurs peut s’avérer une solution intéressante pour combler certaines lacunes.

« Nous n’achetons aucun chariot ni étagère d’Uline pour 2 raisons : premièrement, on n’y voit aucun avantage compétitif puisque la compétition peut aussi l’acheter. Deuxièmement, les dimensions ne conviennent pas à la tâche, donc vous devez y adapter plutôt que ce soit la structure qui s’adapte à vos besoins et à la tâche à faire, » explique Leslie. « Nous utilisons les systèmes de tubes et connecteurs depuis 10 ans. Je peux changer une structure de tubes et connecteurs en 10 minutes! Problème le matin et solution dans l’après-midi! » renchérit-il.
Pourquoi ne pas miser sur la créativité de vos employés grâce au système de tubes et joints connecteurs? Vous éviterez ainsi le 8e gaspillage, soit la perte de bonnes idées de vos employés.
Voici quelques exemples de structures modulaire de tubes et joints connecteurs en utilisation dans une usine de fabrication d’emballage de carton ondulé, située en Ontario.

Poste d’opérateur : ce type de poste met l’ergonomie au premier plan en aidant à réduire la fatigue corporelle, surtout pendant les périodes de canicule. On le sait tous, les procédés, commandes et exigences changent constamment. Si une nouvelle commande nécessite un nouveau manuel d’instructions, le poste peut être modifié afin de permettre que le manuel d’instructions soit plus facile à trouver. Un système modulaire permet de faire de tels changements à faible coût.

Un chariot – une commande : De son balado Learn how lean manufacturing helps corrugators adapt to the changes in their industry with Leslie Pickering (en anglais seulement), Leslie détaille la configuration idéale où tous les matériaux requis sont regroupés sur 1 chariot. « Nous utilisons le concept 1 chariot – 1 commande depuis maintenant 20 ans. À une distance de 10 mètres, je peux voir si tout y est pour la prochaine commande. Pendant que sa machine fonctionne, l’opérateur peut ainsi examiner le contenu du chariot et poser les questions pertinentes comme « pourquoi l’encre n’y est-elle pas? » Dans le cas où l’horaire change et que les chariots pour les prochaines commandes sont prêts, l’on peut habituellement s’adapter au changement sans problème. Il faut viser la réduction des temps d’arrêt et ainsi faire fonctionner les machines plus longtemps, car le coût de la machine à la minute est important! »

Tableaux 5S: Les outils importants sont généralement placés dans les boites à outils. Même si le FEO fournit des boites à outils, il vaut mieux de les disposer tous à la vue sur un tableau 5S. De cette façon, il est beaucoup plus facile de voir qu’un outil manque à l’appel plutôt que de devoir le chercher dans une boite entassée.

Voici les 3 éléments essentiels à la gestion visuelle:
Ceux-ci contribuent au bon déroulement du système en tout temps, tant sur le plancher de production que dans les bureaux. Nombreux sont les opérateurs qui ne disposent pas de tout ce dont il a besoin à portée de main. Un changement d’outils s’apparente à une course de voitures où chaque quart de travail doit avoir tout le nécessaire. En début de journée, effectuez un contrôle visuel pour vérifier que votre équipe a tous les articles requis pour accomplir ses tâches.

Moonshine shop: C’est ici où la magie s’opère, car les idées suggérées par les opérateurs prennent vie. Que ce soit à partir d’un dessin ou dans le cadre d’un défi d’amélioration continue, il faut bien comprendre ce que l’opérateur veut et ensuite concevoir une structure qui répondra aux besoins exprimés. Un atelier d’amélioration continue se veut rassembleur et valorisant pour les employés. C’est là où naissent les solutions aux problèmes! Une solution rapidement mise en place sur la chaine de fabrication aidera à fabriquer des boites en moins de temps et à moindre coût. Leslie le résume avec justesse : « Problème le matin, solution dans l’après-midi! ».
Qui doit effectuer l’assemblage? La plupart des opérateurs peuvent le faire, car c’est assez simple. Les membres de l’équipe d’amélioration continue peuvent contribuer des idées quant aux bonnes pratiques, au processus de remue-méninges et à approfondir ce qui fonctionne déjà bien dans les processus.
Il s’agit d’interpeler les gens directement impliqués dans les opérations quotidiennes. Il faut se rappeler que les idées suggérées ne seront pas toutes gagnantes, mais vous pouvez participer au processus en apprenant aux employés les bases d’une idée à pousser plus loin.

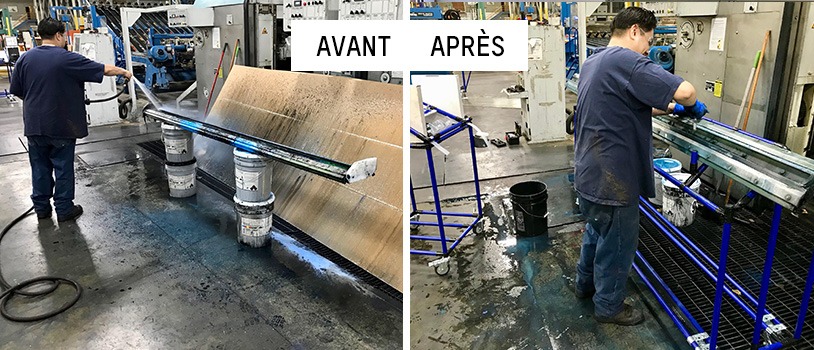 Photo: Nettoyez-vous encore les cavités des contenants d’encre? Nos chariots à racles réduisent le temps TPM et le stress sur le corps de l’opérateur. La tâche peut donc être mieux effectuée de façon sécuritaire.
Photo: Nettoyez-vous encore les cavités des contenants d’encre? Nos chariots à racles réduisent le temps TPM et le stress sur le corps de l’opérateur. La tâche peut donc être mieux effectuée de façon sécuritaire.
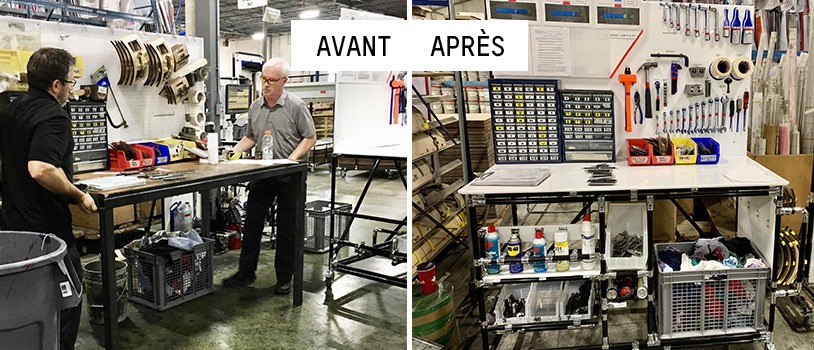 Photo: La vieille table industrielle standard est retirée en faveur d’un poste de travail mobile pour surveiller l’encre d’un BOBST MARTIN 1228 FFG.
Photo: La vieille table industrielle standard est retirée en faveur d’un poste de travail mobile pour surveiller l’encre d’un BOBST MARTIN 1228 FFG.
 Photo: Les outils sont-ils arrivés pour cette commande prioritaire? Impossible de trouver les outils? Ont-ils été livrés à la mauvaise porte? Voir les photos avant/après pour élaborer un procédé d’entrée et sortie d’outils.
Photo: Les outils sont-ils arrivés pour cette commande prioritaire? Impossible de trouver les outils? Ont-ils été livrés à la mauvaise porte? Voir les photos avant/après pour élaborer un procédé d’entrée et sortie d’outils.


Une présentation adéquate des outils spécialisés est importante, plus particulièrement lors d’un changement de poste ou de tâches. Notez également qu’ils sont présentés sur un chariot mobile de sorte qu’ils soient dans une position optimale pour réduire les mouvements inutiles. Les secondes ainsi gagnées permettent de disposer de nombreuses heures de fonctionnement supplémentaires grâce aux techniques employées pour le changement des matrices.
Signification du vert et du rouge sur les murs:
Le VERT indique un nouvel outil. Ici, il est livré par le fournisseur. C’est le seul endroit où le fabricant d’équipement d’origine (FEO) peut déposer un nouvel outil. C’est aussi le seul endroit où le personnel doit chercher un outil nouvellement livré.
Le ROUGE indique que l’outil a un problème autre que celui de nécessiter une réparation ou une modification. L’outil est alors placé dans la zone rouge et le bon travail correspondant est déposé dans un des quatre bacs sur la droite, en fonction du fournisseur qui devra effectuer le travail.
#mudas #reductiondesmouvementsinutiles #reductiondelattente #tempsdepassage #5S #leanmanufacturing #systemedetubesetjoints

Gaspillages de transport et risque de blessures. L’ancien système de chariot de bois a été entassé à l’arrière, ce qui n’est pas sécuritaire, car les membres de l’équipe risquent de trébucher ou de se blesser avec des échardes. Un système empilable permet d’entreposer plus de chariots dans un espace plus restreint. Les membres de l’équipe peuvent le déplacer facilement sans chariot élévateur et sans risque de se blesser.
#mudas #reductiondetransportinutile #lasecuriteavanttout #empilable #leanmanufacturing #systemedetubesetjoints

Les chariots mobiles pour matériaux offrent plusieurs avantages opérationnels. Vous pouvez amener le chariot dans la zone de réapprovisionnement, le remplir de quatre bobines et le ramener. Cet équipement évite à l’opérateur deux déplacements (mouvements inutiles). Le chariot étant conçu spécifiquement pour le bon matériel en quantité adéquate (gestion des stocks), vous êtes assuré d’avoir le bon réapprovisionnement.
#mudas #reductiondesmouvementsinutiles #reduciondelattente #reductiondelexcesdinventaire #leanmanufacturing #systemedetubesetjoints

Le fait de vous assurer d’avoir TOUS les bons outils à portés de main et bien visibles vous permet de constater immédiatement si l’un d’entre eux est manquant. Cela réduit le temps perdu à chercher des outils (mouvements inutiles) et permet d’économiser sur l’achat de coffres à outils coûteux.
#mudas #reductiondelattente #reductiondesmouvementsinutiles #5S #leanmanufacturing #systemedetubesetjoints

Stations de nettoyage – S’assurer que chaque processus dispose des outils importants et adéquats pour le nettoyage permet de réduire le temps perdu à chercher des outils (mouvements inutiles).
#stationdenettoyage #reductiondelattente #mudas #5S #leanmanufacturing #systemedetubesetjoints

Stations d’opérateurs – Le dimensionnement adéquat du plan de travail permet d’éviter d’y ranger des éléments supplémentaires. L’utilisation des couleurs rouge et jaune indique l’état des consommables, vous permet de voir rapidement ceux dont la condition n’est pas optimale, et vous donne le temps de réagir avant qu’un problème ne survienne.
#gestionvisuel #reductiondelattente #mudas #optimisationdelespace #5S #leanmanufacturing #systemedetubesetjoints